
A manAIhub Perspective
The manufacturing industry is undergoing one of the biggest transformations in its history. Artificial Intelligence (AI) is no longer an experimental technology – it is becoming a strategic capability that is redefining how factories operate, optimize processes, improve quality, and compete globally.
From predictive maintenance and intelligent quality inspection to supply chain optimization and workforce augmentation, AI is enabling manufacturers to move toward smarter, more connected, and data-driven operations.
At manAIhub, we believe successful AI adoption in manufacturing is not only about technology implementation. It is about building the right ecosystem, aligning business strategy with operational challenges, and enabling collaboration across industry stakeholders.
What is AI in Manufacturing?








AI in manufacturing refers to the integration of technologies such as:
- Machine Learning (ML)
- Computer Vision
- Natural Language Processing (NLP)
- Predictive Analytics
- Industrial IoT
into manufacturing operations and decision-making processes.
These technologies help manufacturers:
- Automate repetitive tasks
- Improve production efficiency
- Enhance quality control
- Predict operational failures
- Optimize supply chains
- Enable real-time decision-making
AI transforms manufacturing from reactive operations into intelligent and adaptive systems capable of continuous optimization.
Why AI Matters in Manufacturing
Manufacturers today face increasing pressure to:
- Improve productivity
- Reduce operational costs
- Increase quality consistency
- Handle supply chain disruptions
- Achieve sustainability goals
- Respond faster to changing customer demands
Traditional manufacturing systems often struggle to manage this complexity efficiently.
AI addresses these challenges by converting operational data into actionable insights that improve speed, accuracy, and decision-making across the factory ecosystem.
Key Benefits of AI in Manufacturing
1. Increased Efficiency and Productivity



AI automates repetitive and time-consuming processes, allowing employees to focus on higher-value activities.
Manufacturers can improve:
- Production throughput
- Workflow efficiency
- Equipment utilization
- Operational consistency
By reducing manual intervention and optimizing processes in real time, AI helps factories operate more efficiently.
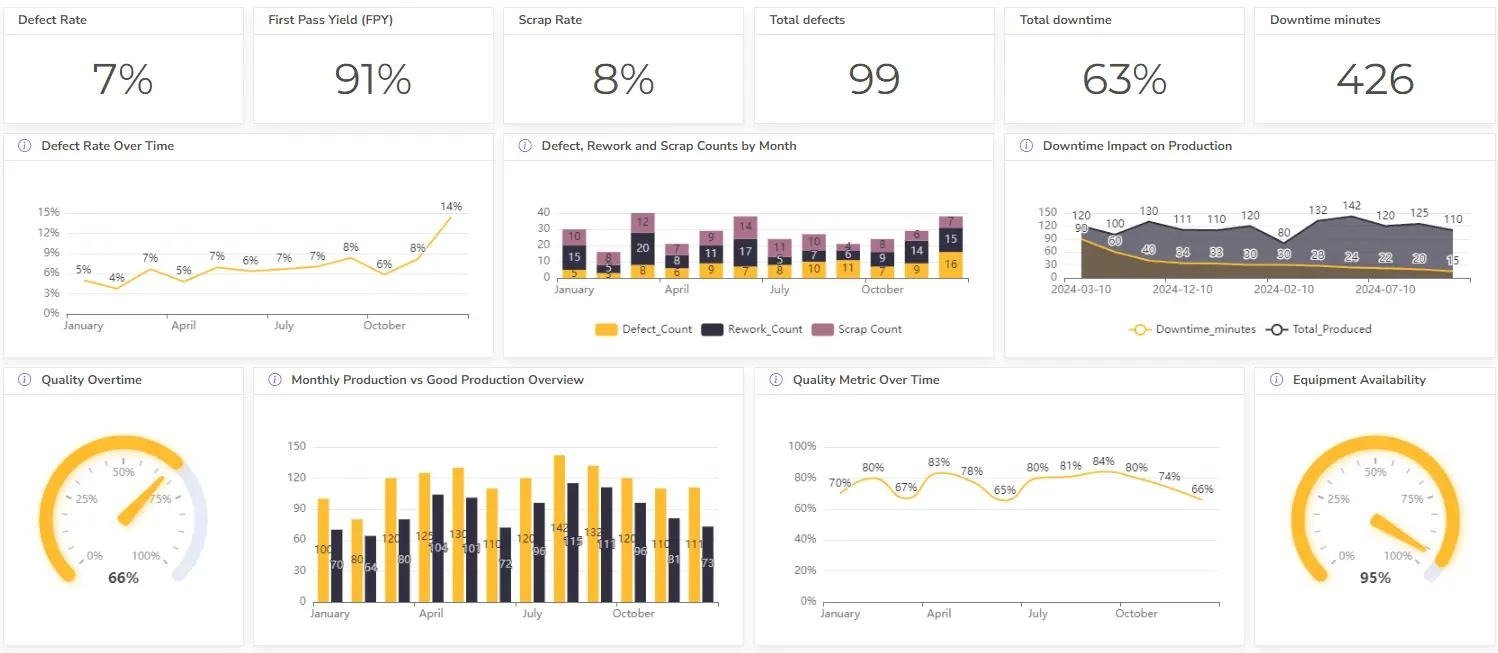
2. Improved Quality Control




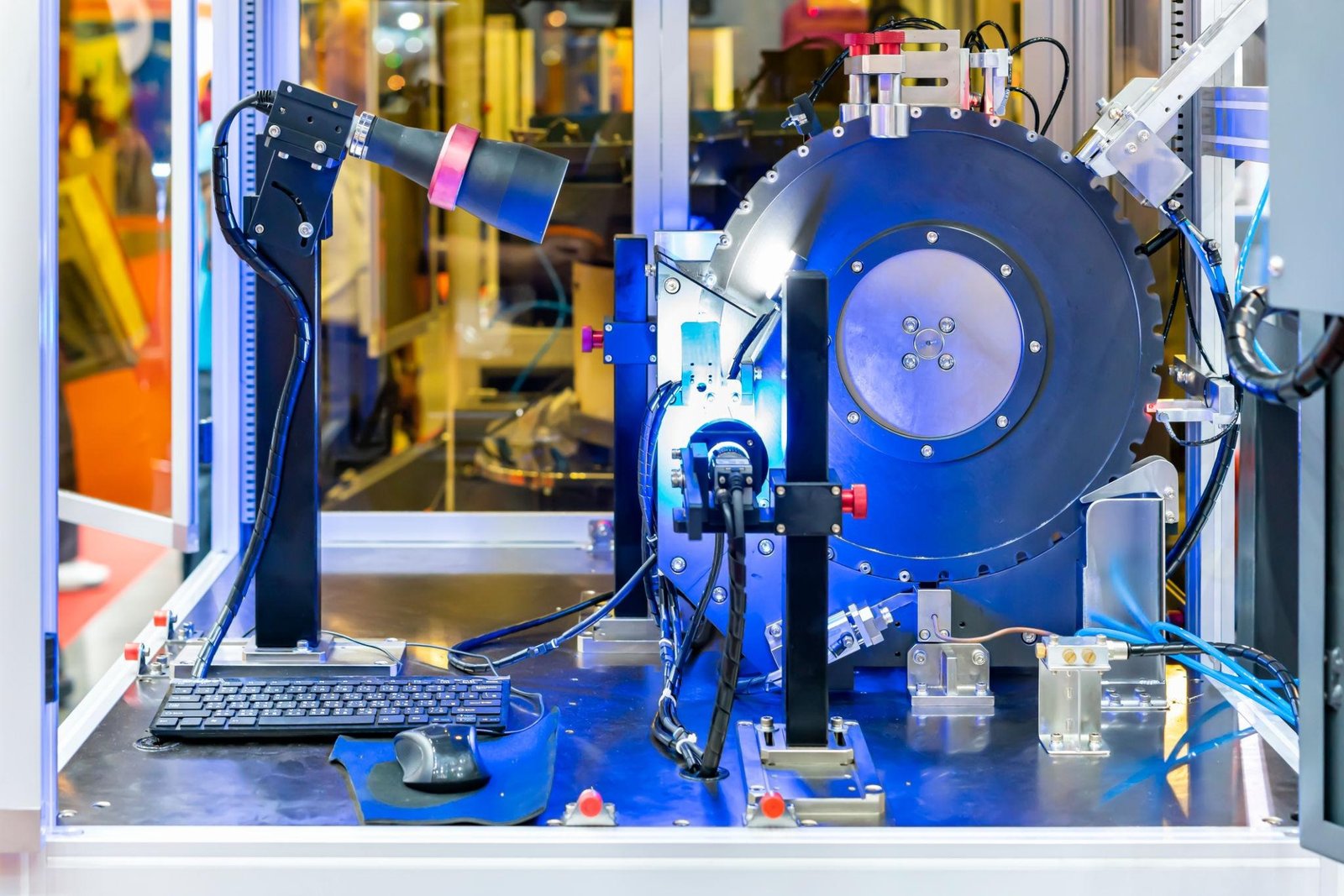


AI-powered quality systems use computer vision and machine learning to inspect products during production.
These systems can:
- Detect defects in real time
- Identify process deviations
- Reduce scrap and rework
- Improve consistency across batches
Compared to manual inspection, AI provides greater speed, accuracy, and scalability.
3. Predictive Maintenance


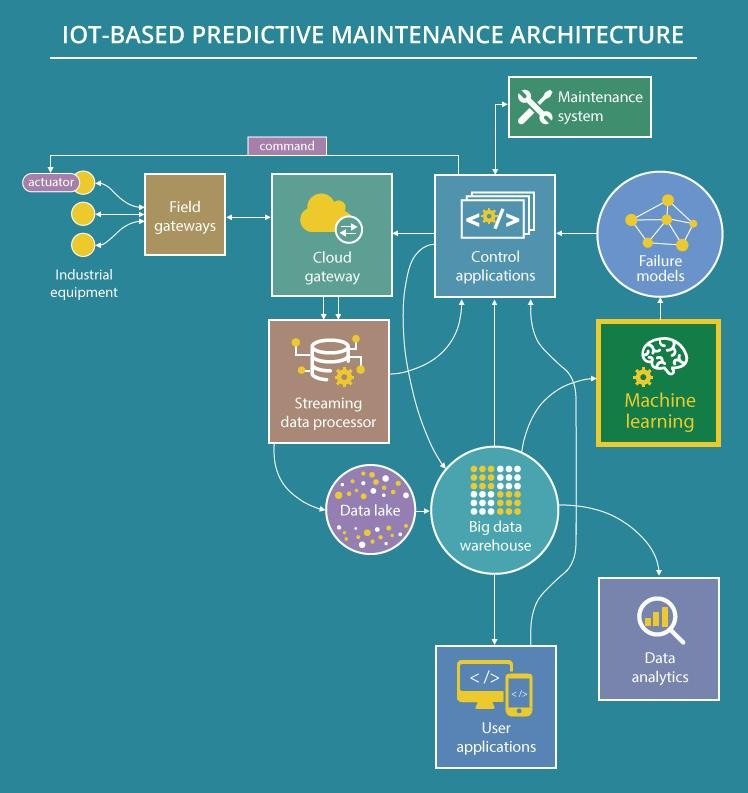


Predictive maintenance uses AI to forecast machine failures before breakdowns occur.
By analyzing:
- Vibration patterns
- Temperature data
- Pressure readings
- Equipment performance trends
AI systems can identify early warning signs and recommend maintenance actions proactively.
This reduces:
- Unplanned downtime
- Maintenance costs
- Production disruptions
while improving equipment reliability.
4. Better Demand Forecasting and Supply Chain Optimization

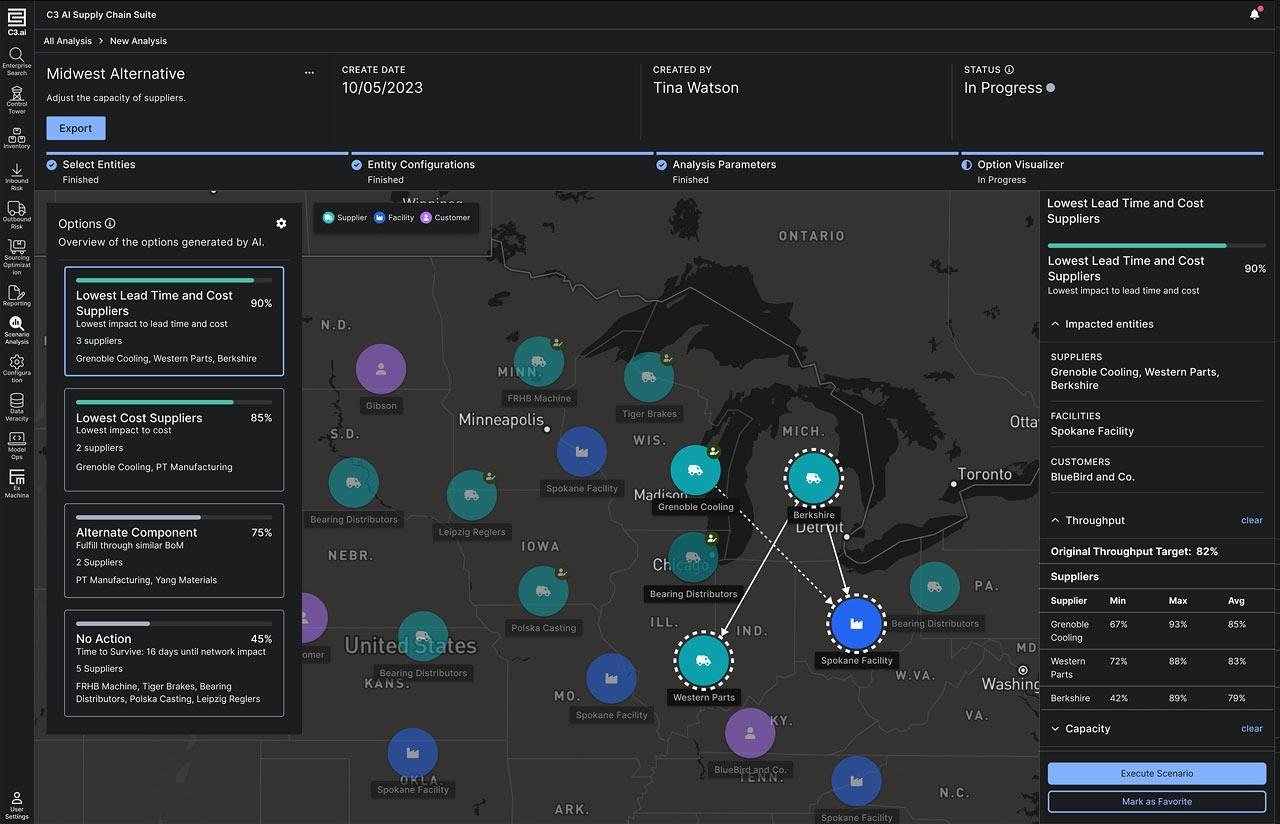

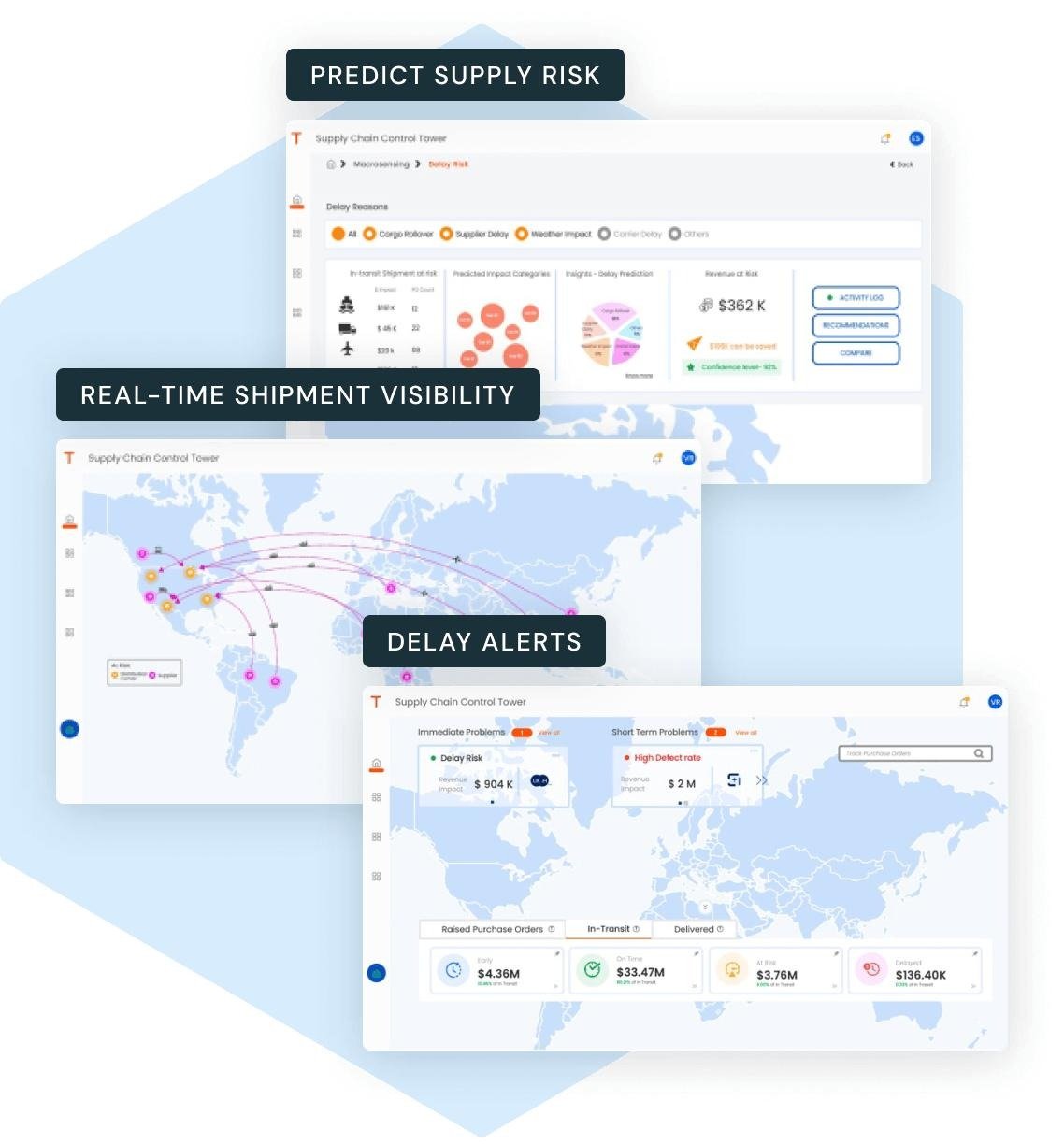

AI helps manufacturers make more accurate demand forecasts using historical data, market trends, and operational insights.
This improves:
- Inventory management
- Procurement planning
- Logistics coordination
- Production scheduling
As supply chains become more complex, AI enables manufacturers to build more resilient and responsive operations.
5. Cost Reduction
AI helps manufacturers reduce costs across multiple operational areas by:
- Minimizing downtime
- Reducing waste
- Improving energy efficiency
- Optimizing labor utilization
These improvements contribute directly to stronger profitability and operational performance.
6. Enhanced Workplace Safety



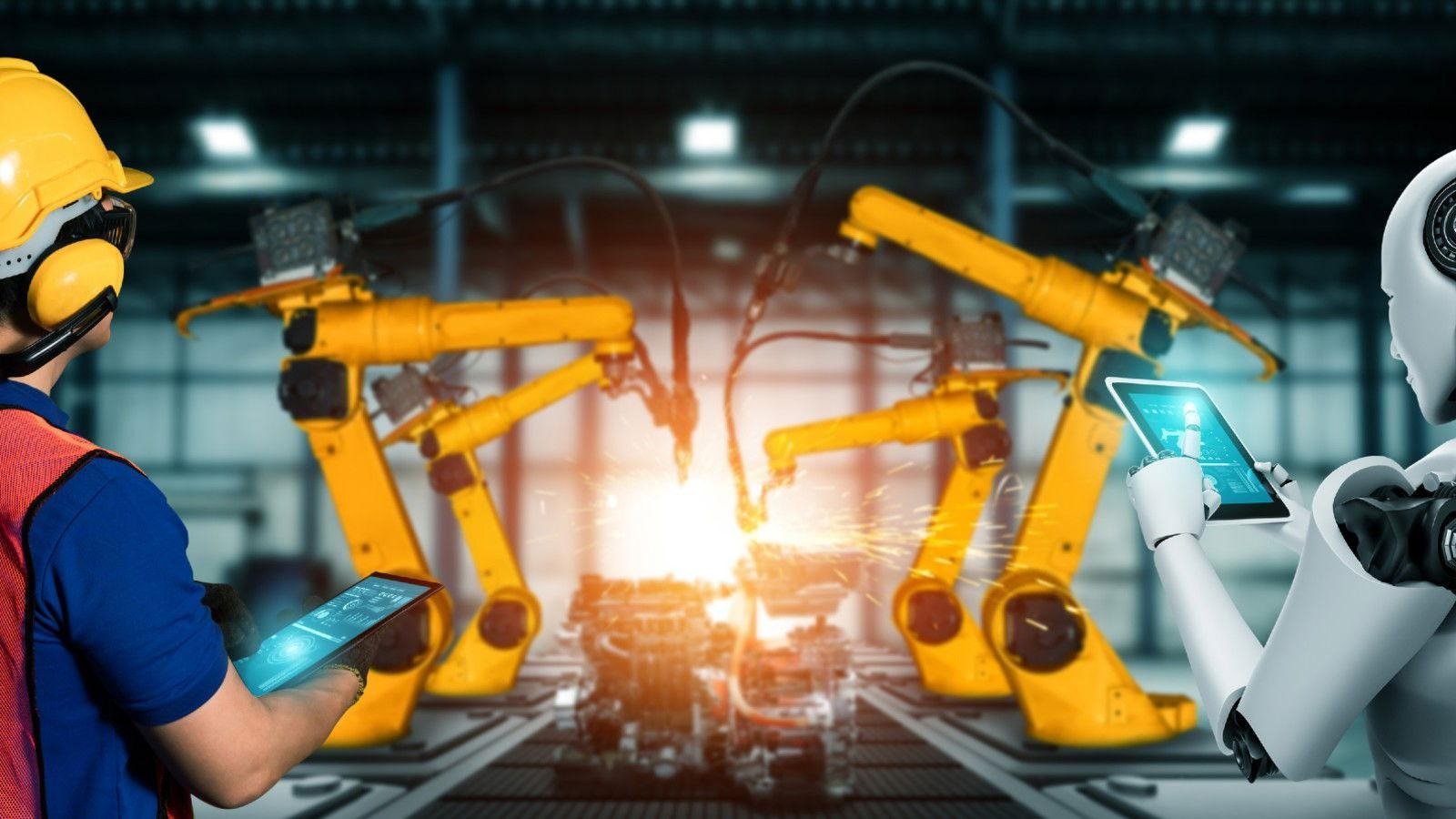


AI-powered systems and collaborative robots help reduce worker exposure to hazardous or repetitive tasks.
Manufacturers use AI to:
- Improve workplace monitoring
- Enhance operational safety
- Reduce accident risks
- Support safer human-machine collaboration
This creates safer and more efficient manufacturing environments.
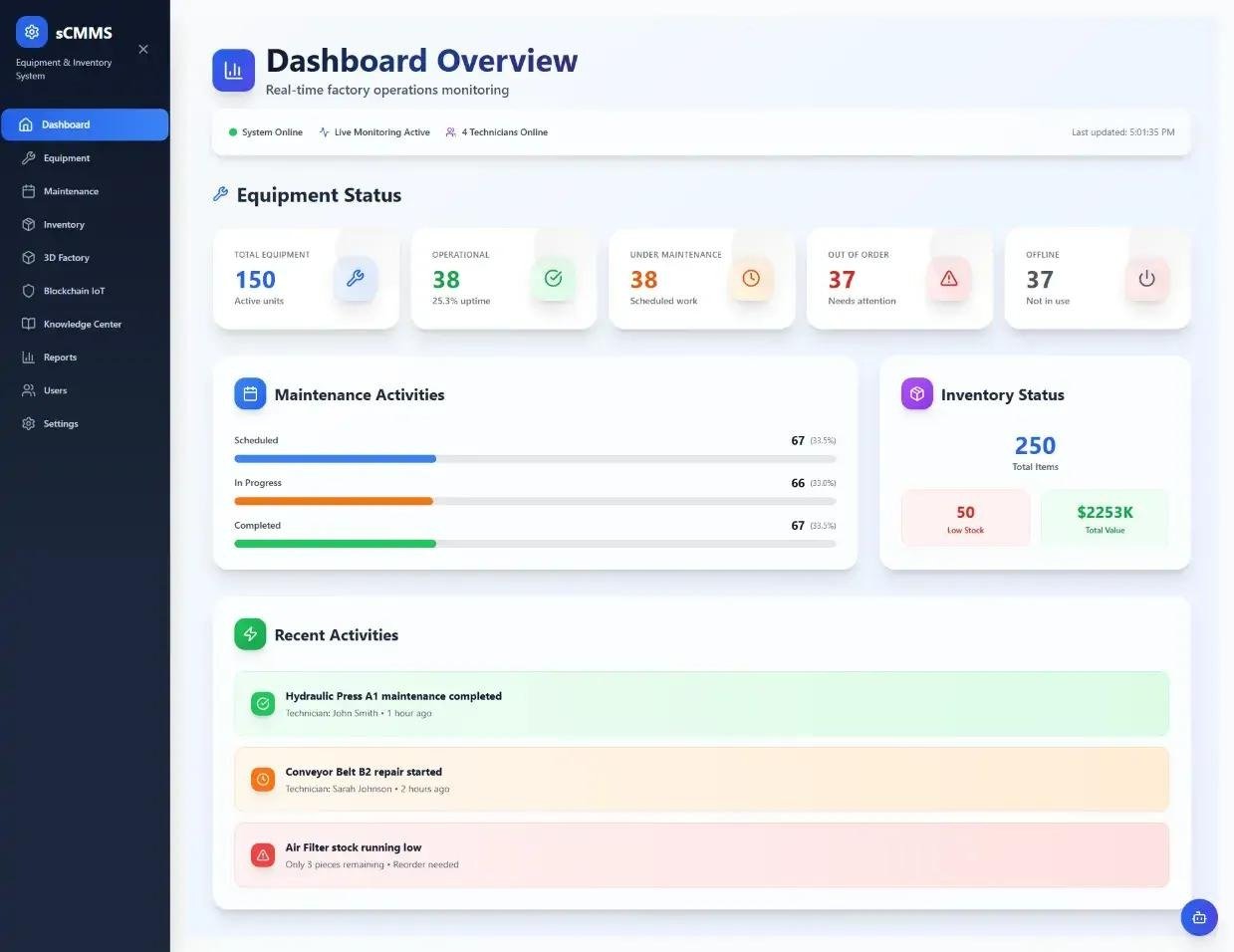
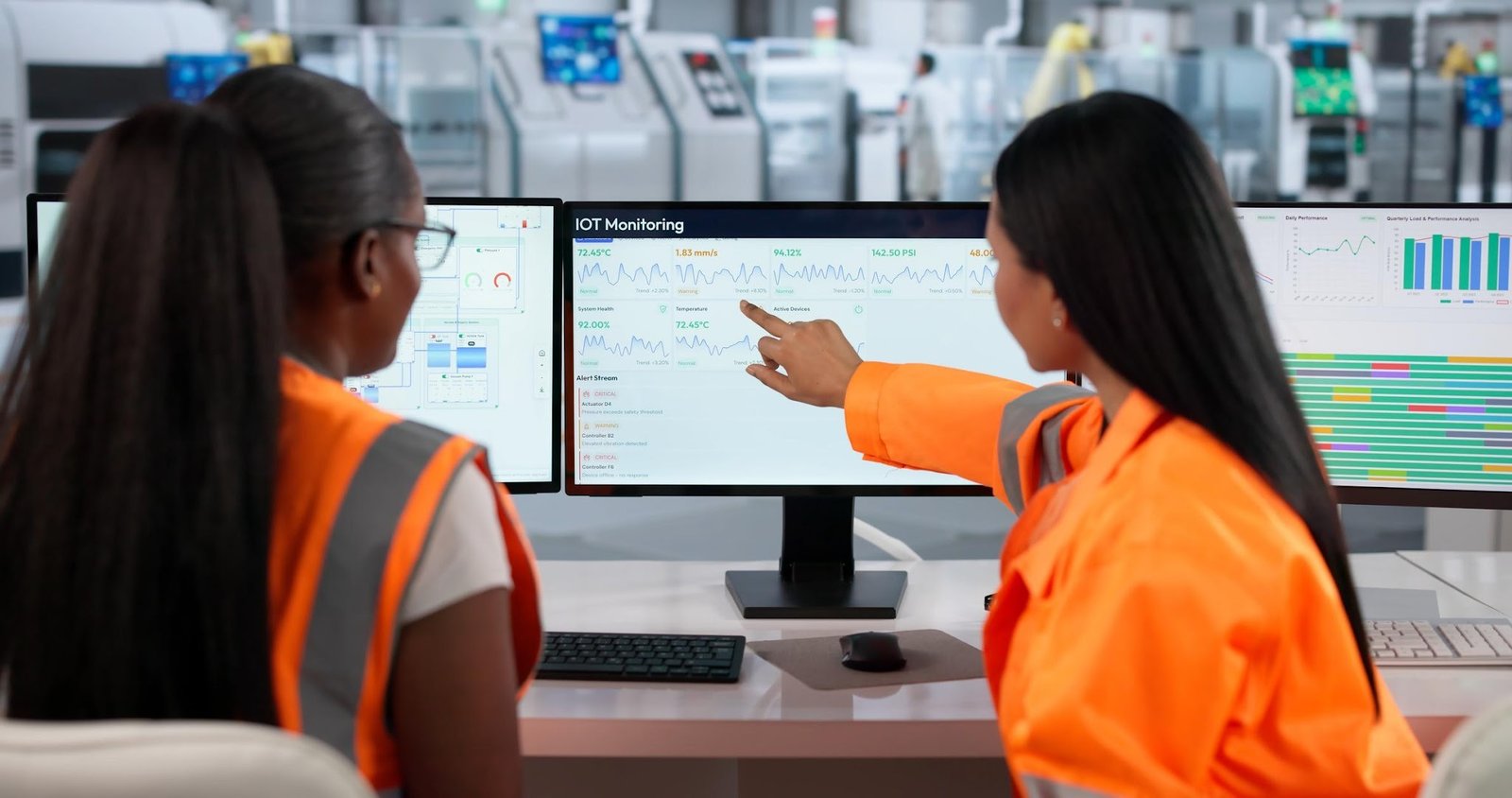
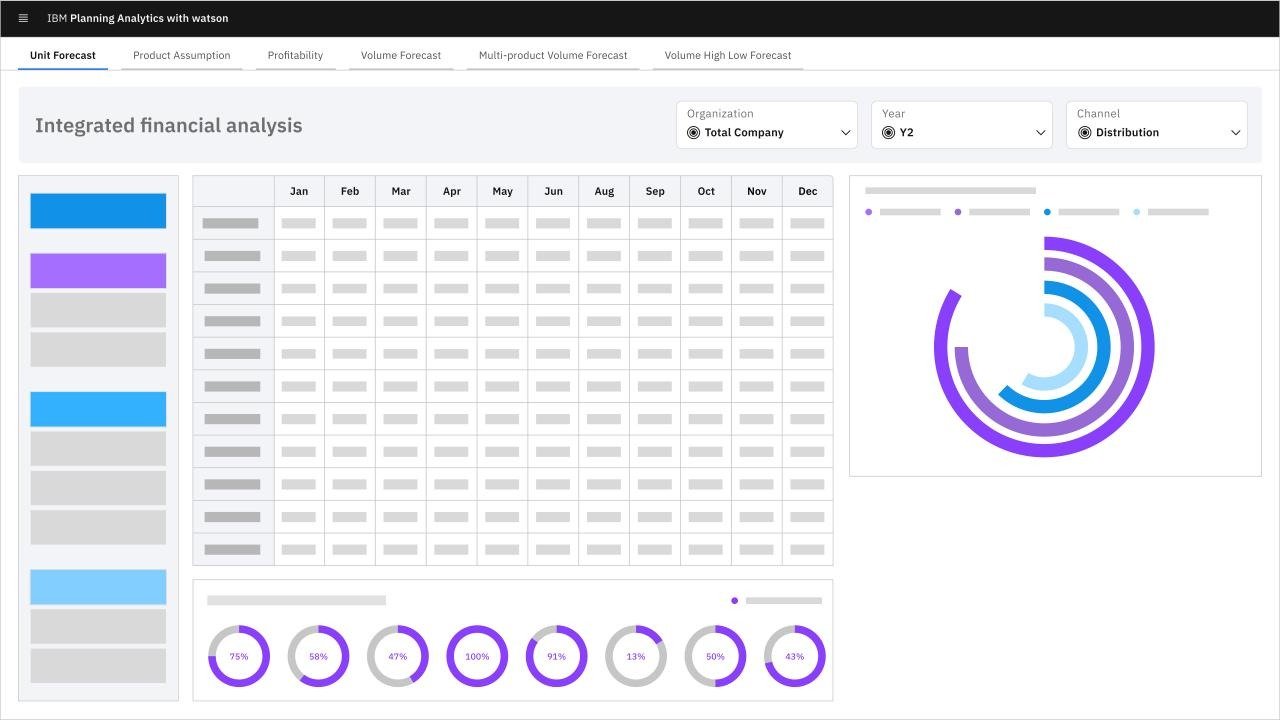
7. Real-Time Data Analysis and Decision-Making
AI enables manufacturers to process large amounts of operational data in real time.
This provides:
- Faster insights
- Better visibility
- Improved operational control
- More informed decision-making
Real-time analytics help organizations respond quickly to changing production conditions and operational challenges.
Emerging AI Use Cases in Manufacturing
Generative AI



Generative AI is being used to:
- Create product designs
- Summarize technical documents
- Support engineering teams
- Improve customer interactions
- Automate content generation
Manufacturers are also exploring generative AI for process optimization and operational support.
Digital Twins




Digital twins create virtual models of manufacturing systems and processes.
These systems allow manufacturers to:
- Simulate operational scenarios
- Test process changes
- Predict outcomes before implementation
- Improve maintenance and scheduling strategies
Digital twins improve both operational efficiency and strategic planning.
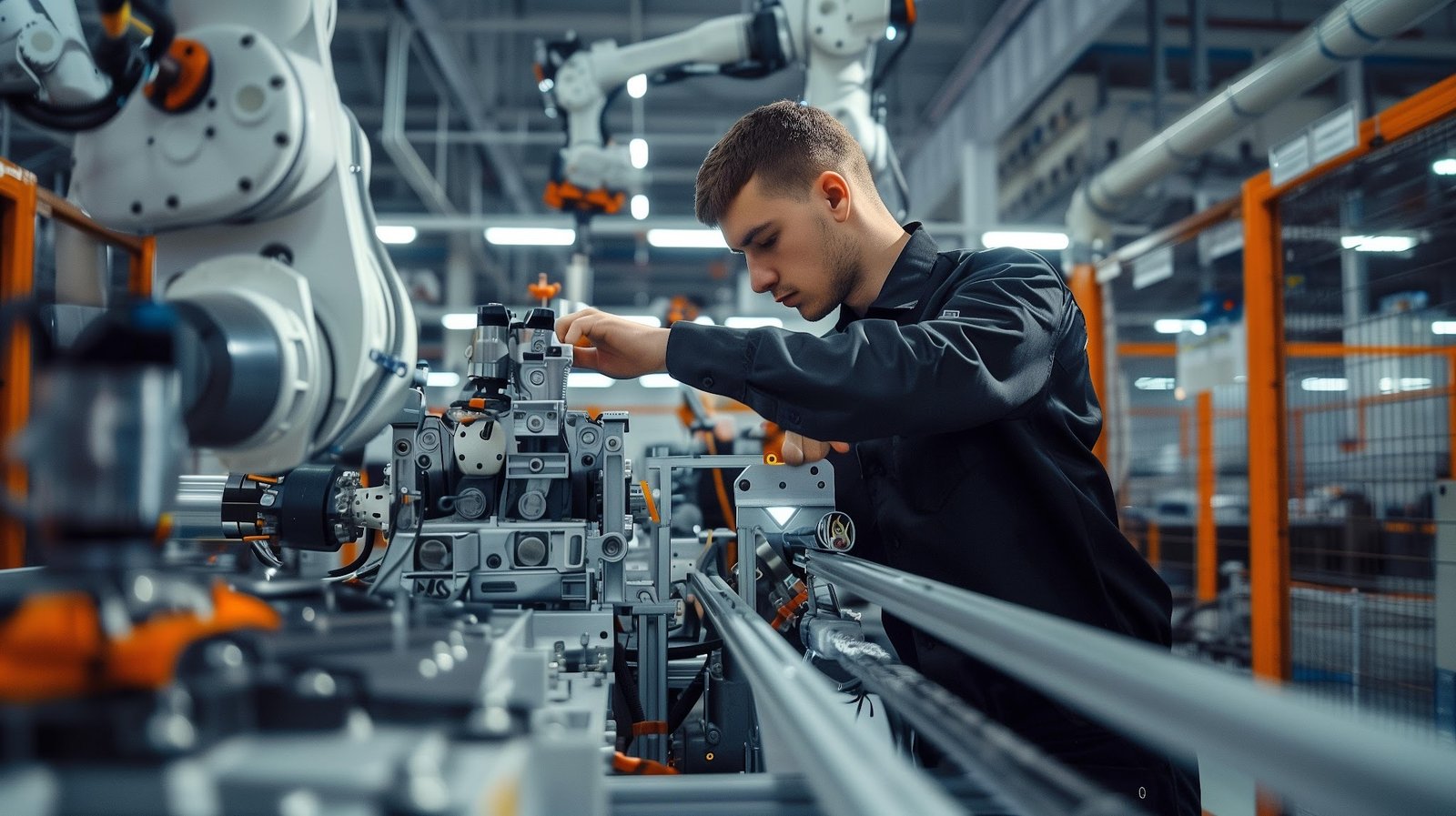
Cobots and Human-Machine Collaboration
Collaborative robots, or cobots, work safely alongside human operators.
Cobots are increasingly used for:
- Assembly operations
- Welding
- Inspection tasks
- Material handling
This combination of human expertise and machine precision improves productivity while maintaining flexibility on the shop floor.
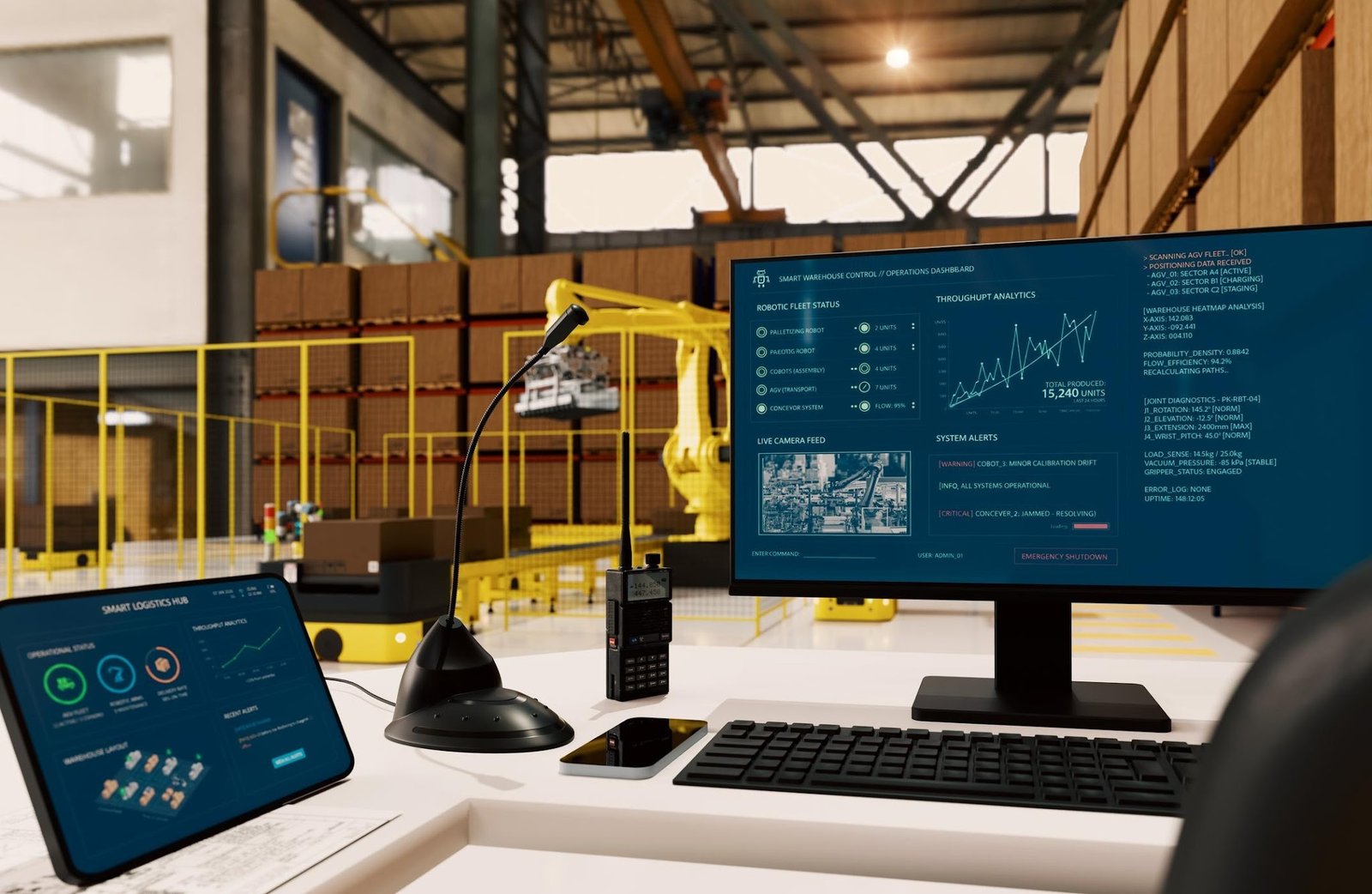
Edge Computing and Smart Factories
Edge computing allows manufacturers to process data directly at the machine or production-line level instead of relying solely on centralized systems.
This enables:
- Faster response times
- Real-time monitoring
- Reduced latency
- Improved automation capabilities
Edge computing is becoming a key enabler of smart manufacturing environments.
Challenges of AI Adoption in Manufacturing
Data Quality and Infrastructure
AI systems require high-quality operational data. Many manufacturers still struggle with:
- Fragmented systems
- Limited sensor deployment
- Inconsistent data collection
Integration with Legacy Systems
Older manufacturing equipment may not easily integrate with modern AI and IoT technologies.
Manufacturers often need phased modernization strategies.
Workforce Skills and Training
Successful AI adoption requires employees to understand:
- Data-driven operations
- AI-assisted workflows
- Digital manufacturing tools
Upskilling and workforce development are critical.
Cybersecurity and Data Privacy
As factories become more connected, cybersecurity becomes increasingly important.
Manufacturers must secure:
- Industrial networks
- Operational technology systems
- Sensitive manufacturing data
Change Management
AI adoption impacts workflows, roles, and operational culture.
Organizations must ensure:
- Leadership alignment
- Employee engagement
- Clear communication
- Structured implementation strategies
The manAIhub Approach
At manAIhub, we focus on accelerating AI adoption across manufacturing through ecosystem-driven collaboration.
The platform brings together:
- Plant leaders and CXOs
- Engineers and quality heads
- AI and data experts
- Solution providers
- Academia and trade associations
manAIhub is structured around six strategic tracks:
- Smart Maintenance
- Quality and Inspection
- Production Optimization
- Supply Chain and Planning
- Energy and Sustainability
- Workforce Augmentation
This ecosystem approach enables manufacturers to:
- Discover high-impact AI use cases
- Learn from industry implementations
- Connect with experts and technology providers
- Scale AI adoption effectively
Final Thought
AI is transforming manufacturing from traditional automation into intelligent, adaptive, and connected operations.
The manufacturers that succeed in the next decade will be those that combine:
- Operational expertise
- Data-driven decision-making
- AI-enabled innovation
- Ecosystem collaboration