
A manAIhub Perspective on the Future of Intelligent Manufacturing
Artificial Intelligence (AI) is fundamentally changing how manufacturing industries operate, compete, and scale. From predictive maintenance and quality inspection to supply chain optimization and workforce productivity, AI is enabling manufacturers to move from reactive operations to intelligent decision-making.
As manufacturing enters the next phase of Industry 4.0, AI is becoming the foundation of smart factories – where machines, systems, and people work together through connected data and real-time intelligence.
At manAIhub, we believe AI adoption in manufacturing is not just about deploying technology. It is about creating a collaborative ecosystem where manufacturers, engineers, AI experts, solution providers, and academia work together to solve practical industrial challenges.
The Role of AI in Modern Manufacturing






Manufacturing facilities today generate massive volumes of data from:
- Machines and sensors
- Production lines
- ERP and MES systems
- Quality and maintenance processes
AI technologies such as:
- Machine Learning (ML)
- Computer Vision
- Natural Language Processing (NLP)
- Predictive Analytics
help manufacturers analyze this data to improve:
- Operational efficiency
- Product quality
- Equipment reliability
- Decision-making speed
This transformation is creating manufacturing systems that are more intelligent, adaptive, and scalable.
Key AI Use Cases in Manufacturing
1. Predictive Maintenance





Predictive maintenance is one of the most widely adopted AI applications in manufacturing.
AI systems analyze machine data such as:
- Vibration
- Temperature
- Pressure
- Operating cycles
to identify early signs of equipment failure before breakdown occurs.
This allows manufacturers to:
- Reduce unplanned downtime
- Lower maintenance costs
- Increase equipment lifespan
- Improve production reliability
Instead of reacting after failure, manufacturers can proactively schedule maintenance based on actual machine condition.
2. Quality Control with Computer Vision




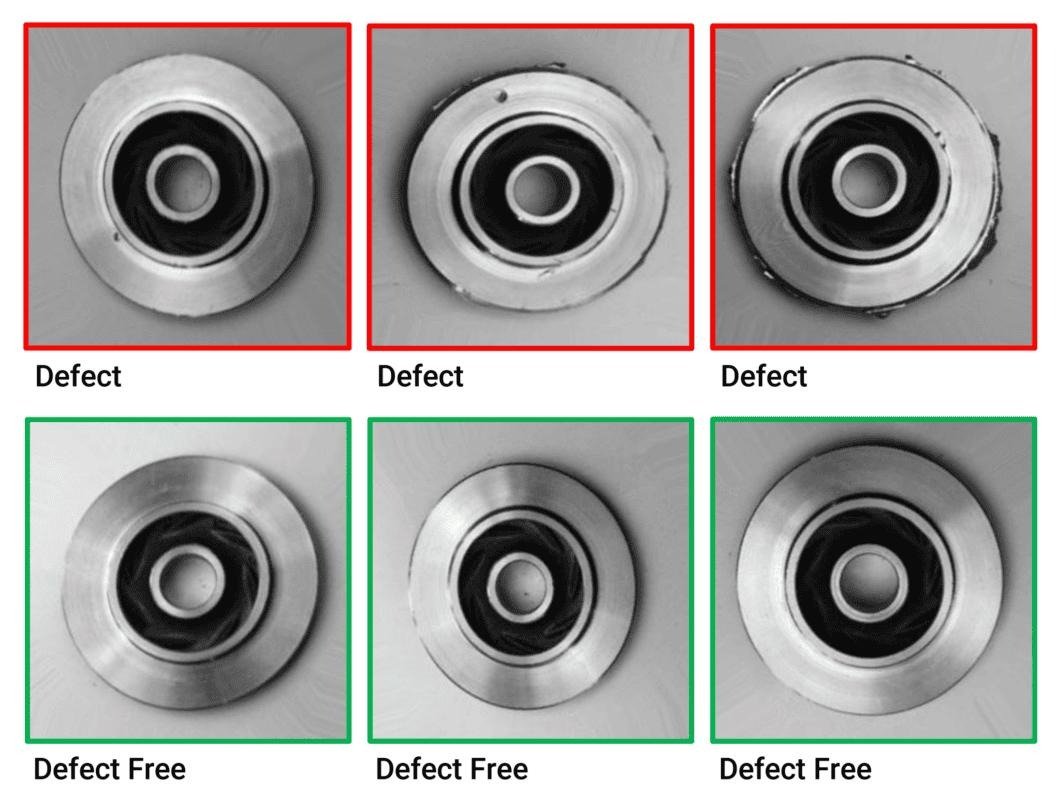
AI-powered computer vision systems are transforming quality inspection processes.
These systems use cameras and machine learning models to inspect products in real time and identify:
- Surface defects
- Assembly errors
- Dimensional variations
- Product inconsistencies
Compared to manual inspection, AI-based quality systems provide:
- Faster inspection speed
- Higher consistency
- Reduced human error
- Lower scrap and rework rates
This improves overall product quality and customer satisfaction.
3. Digital Twins

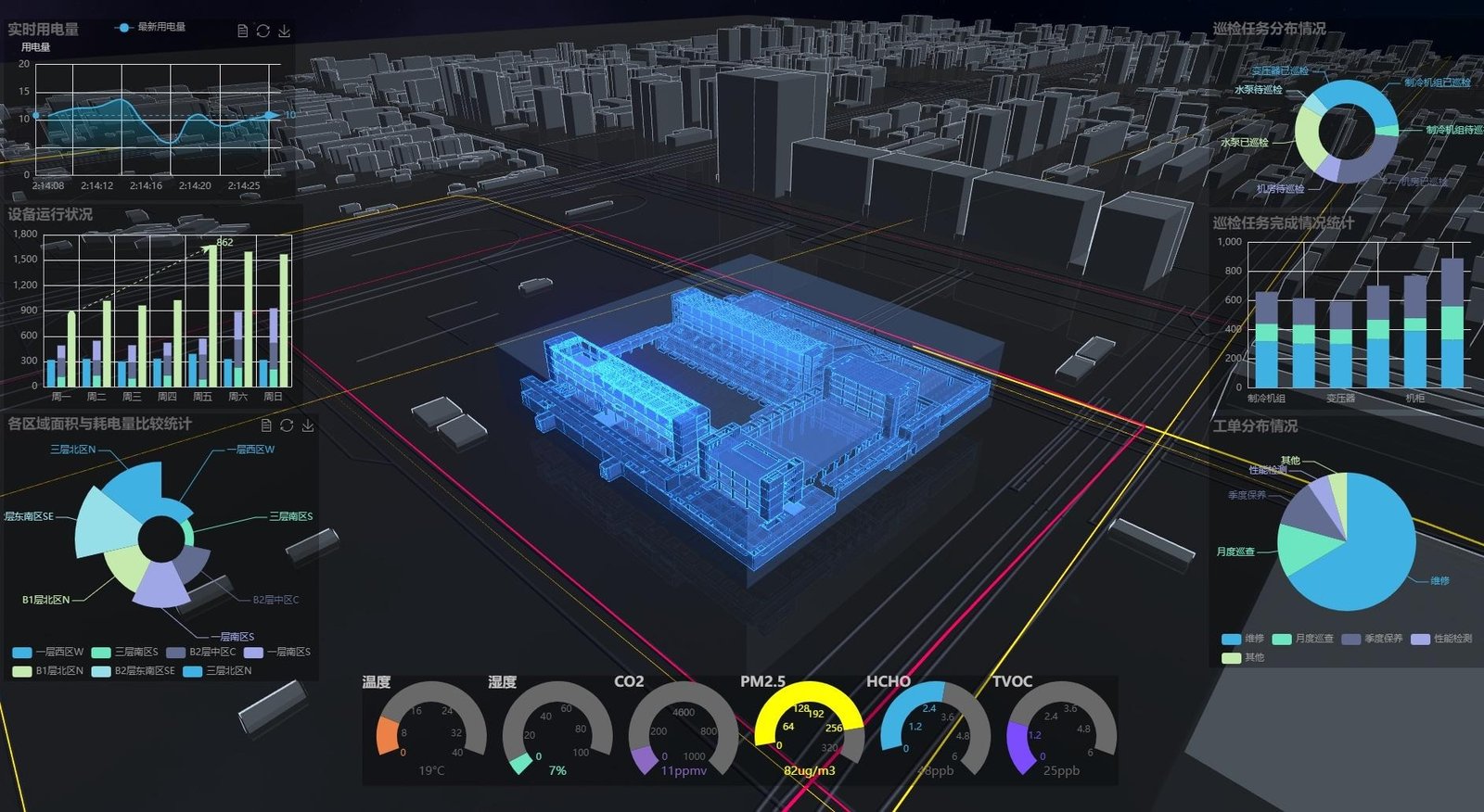

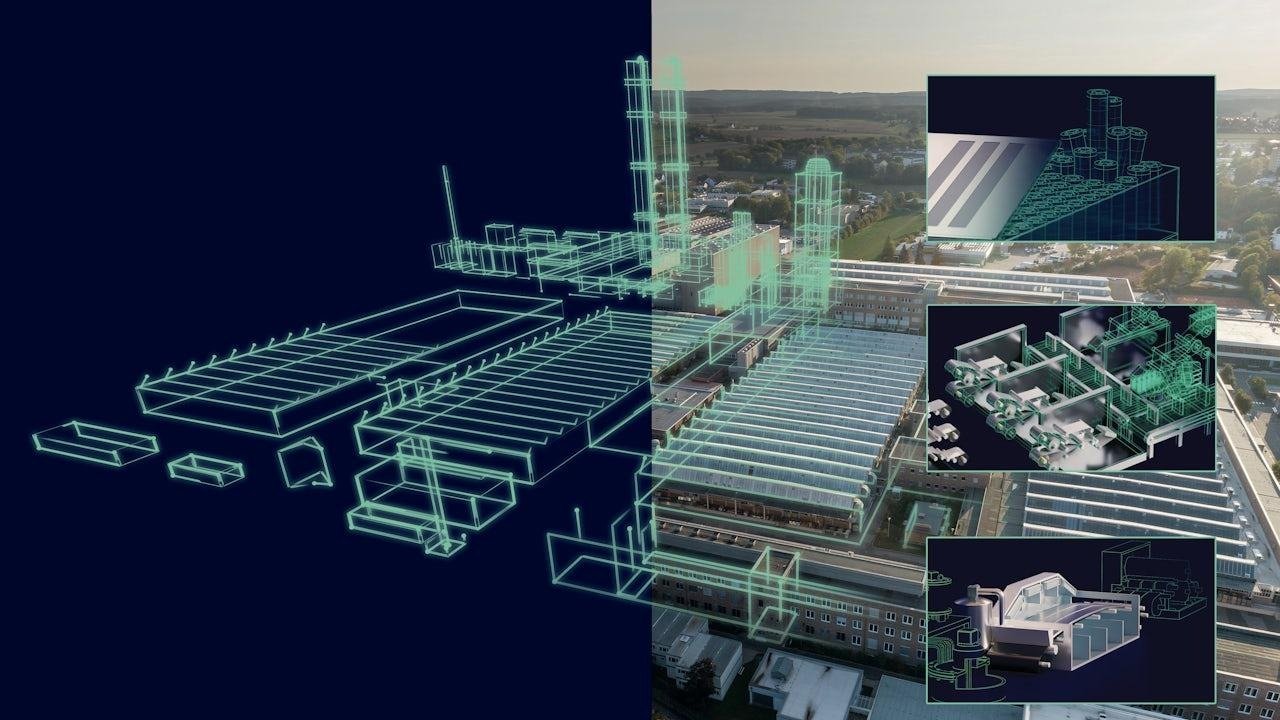

Digital twins are virtual replicas of manufacturing systems, machines, or production environments.
They combine:
- IoT data
- AI models
- Simulation capabilities
to create real-time digital representations of factory operations.
Manufacturers use digital twins to:
- Simulate production scenarios
- Test process changes
- Predict operational outcomes
- Optimize workflows before implementation
Digital twins reduce risk while improving operational planning and efficiency.
4. Collaborative Robots (Cobots)





Collaborative robots, or cobots, are designed to work safely alongside human workers.
Unlike traditional industrial robots, cobots can:
- Assist operators directly
- Handle repetitive tasks
- Improve assembly precision
- Support physically demanding operations
This creates a balance between human expertise and machine efficiency.
Cobots improve:
- Productivity
- Workplace safety
- Operational consistency
while allowing employees to focus on higher-value activities.
5. Supply Chain and Inventory Optimization






AI is helping manufacturers create more resilient and intelligent supply chains.
By analyzing large datasets, AI improves:
- Demand forecasting
- Inventory planning
- Procurement management
- Logistics coordination
AI-powered systems help manufacturers:
- Maintain optimal stock levels
- Reduce supply chain disruptions
- Improve order fulfillment
- Respond faster to market changes
This is especially important in volatile and globally connected manufacturing environments.
6. Energy Management




Energy is one of the largest operating costs in manufacturing.
AI-driven energy management systems monitor energy usage in real time and identify inefficiencies across operations.
Manufacturers use AI to:
- Optimize machine utilization
- Reduce energy waste
- Lower operational costs
- Improve sustainability performance
This helps organizations achieve both cost-saving and environmental goals.
7. Workforce Intelligence and AI Insights






AI is also enhancing workforce productivity and operational decision-making.
Manufacturers are using AI for:
- Intelligent task assignment
- Production performance insights
- Workforce scheduling
- Knowledge management
AI systems can provide personalized operational insights to:
- Maintenance teams
- Production supervisors
- Quality managers
- Plant leadership teams
This improves response time, visibility, and collaboration across operations.
Benefits of AI in Manufacturing
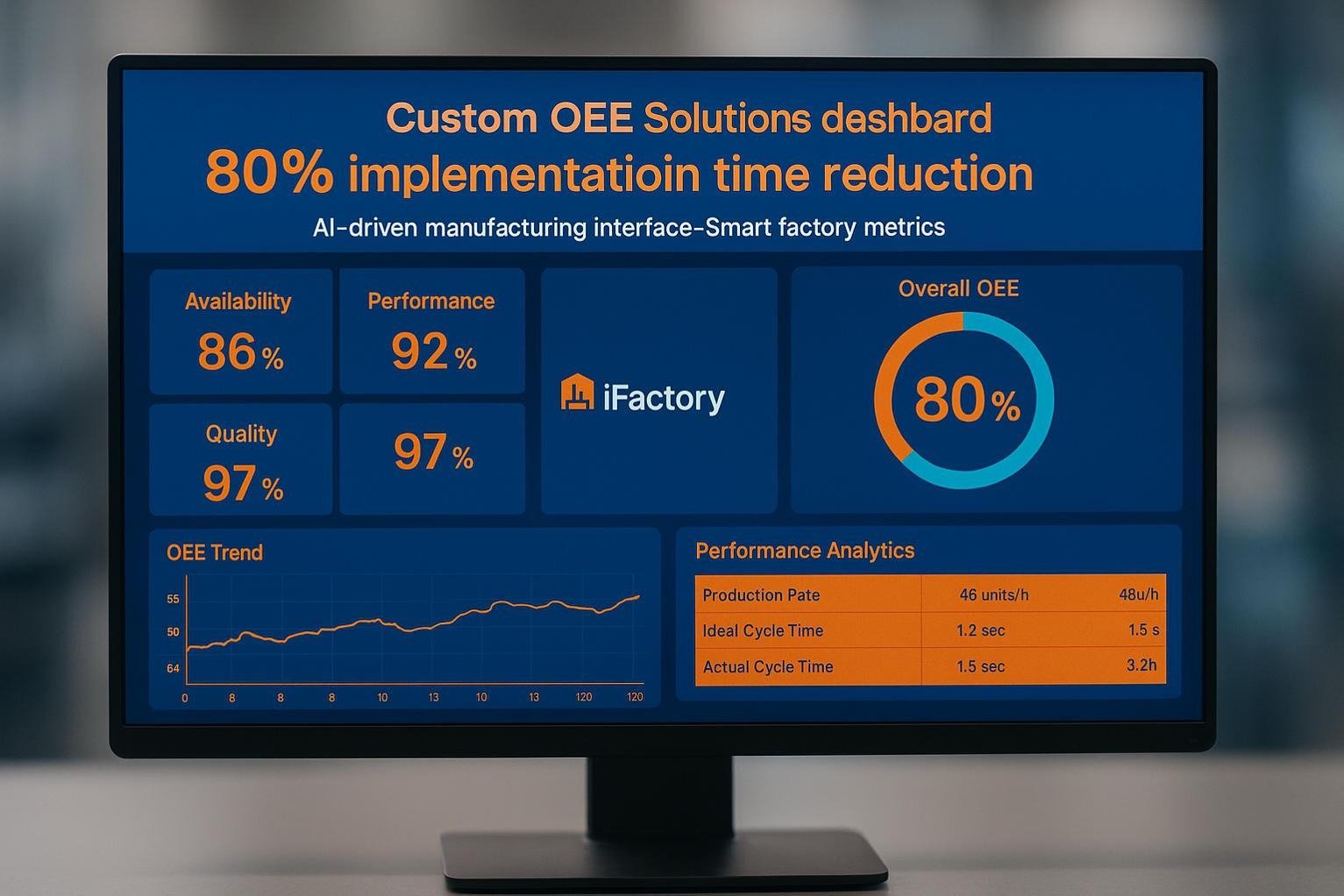
Increased Operational Efficiency
AI automates repetitive tasks and optimizes workflows across production systems. This reduces delays, improves throughput, and increases overall equipment effectiveness.
Cost Reduction
By reducing downtime, waste, defects, and energy consumption, AI helps manufacturers improve profitability and operational efficiency.
Better Decision-Making
AI enables real-time analysis of operational data, allowing manufacturers to make faster and more accurate decisions.
Improved Product Quality
AI-based inspection and monitoring systems help manufacturers maintain consistent quality standards while reducing errors and rework.
Greater Flexibility and Scalability
AI-powered manufacturing systems adapt more effectively to changing demand, production conditions, and customer requirements.
Sustainability and Resource Optimization
AI supports sustainable manufacturing by reducing waste, optimizing energy usage, and improving resource utilization.
Challenges of AI Adoption in Manufacturing
Data Quality and Infrastructure
AI systems require reliable and structured data. Many factories still operate with fragmented systems and limited real-time visibility.
Legacy Equipment Integration
Older machines may not support modern AI and IoT integration without additional upgrades or retrofitting.
Skill Gaps
There is a growing need for professionals with expertise in:
- AI
- Data analytics
- Industrial automation
- Digital manufacturing
Cybersecurity Concerns
Connected manufacturing systems increase the need for strong cybersecurity measures and secure industrial networks.
Change Management
AI adoption often requires operational and cultural transformation. Organizations must ensure workforce alignment and training.
Implementation Costs
Initial investments in digital infrastructure, sensors, software, and AI solutions can be a barrier for some manufacturers, especially MSMEs.
The manAIhub Vision
At manAIhub, the objective is to accelerate AI adoption across Indian manufacturing through collaboration and ecosystem development.
manAIhub brings together:
- Plant leaders and CXOs
- Engineers and quality heads
- AI and data experts
- Solution providers
- Academia and trade associations
The platform focuses on six core manufacturing tracks:
- Smart Maintenance
- Quality and Inspection
- Production Optimization
- Supply Chain and Planning
- Energy and Sustainability
- Workforce Augmentation
By connecting real industrial problems with practical AI solutions, manAIhub helps manufacturers move from experimentation to scalable implementation.
Final Thought
AI is no longer a future technology for manufacturing – it is becoming a core operational capability.
Manufacturers that successfully integrate AI into their operations will build:
- Smarter factories
- More resilient supply chains
- Higher efficiency
- Stronger competitive advantage