A manAIhub Perspective
The manufacturing industry is entering a decisive phase in its AI journey. According to recent industry insights, adoption is accelerating – many manufacturers are running pilot projects, while others are investing in foundational capabilities such as analytics and automated data collection .
What is clear across the ecosystem is this:
Manufacturers are no longer asking if they should adopt AI – they are asking where to start and how to scale.
At manAIhub, the focus is on bridging this gap by connecting real manufacturing problems with proven AI use cases and the right ecosystem of experts, solution providers, and industry stakeholders.
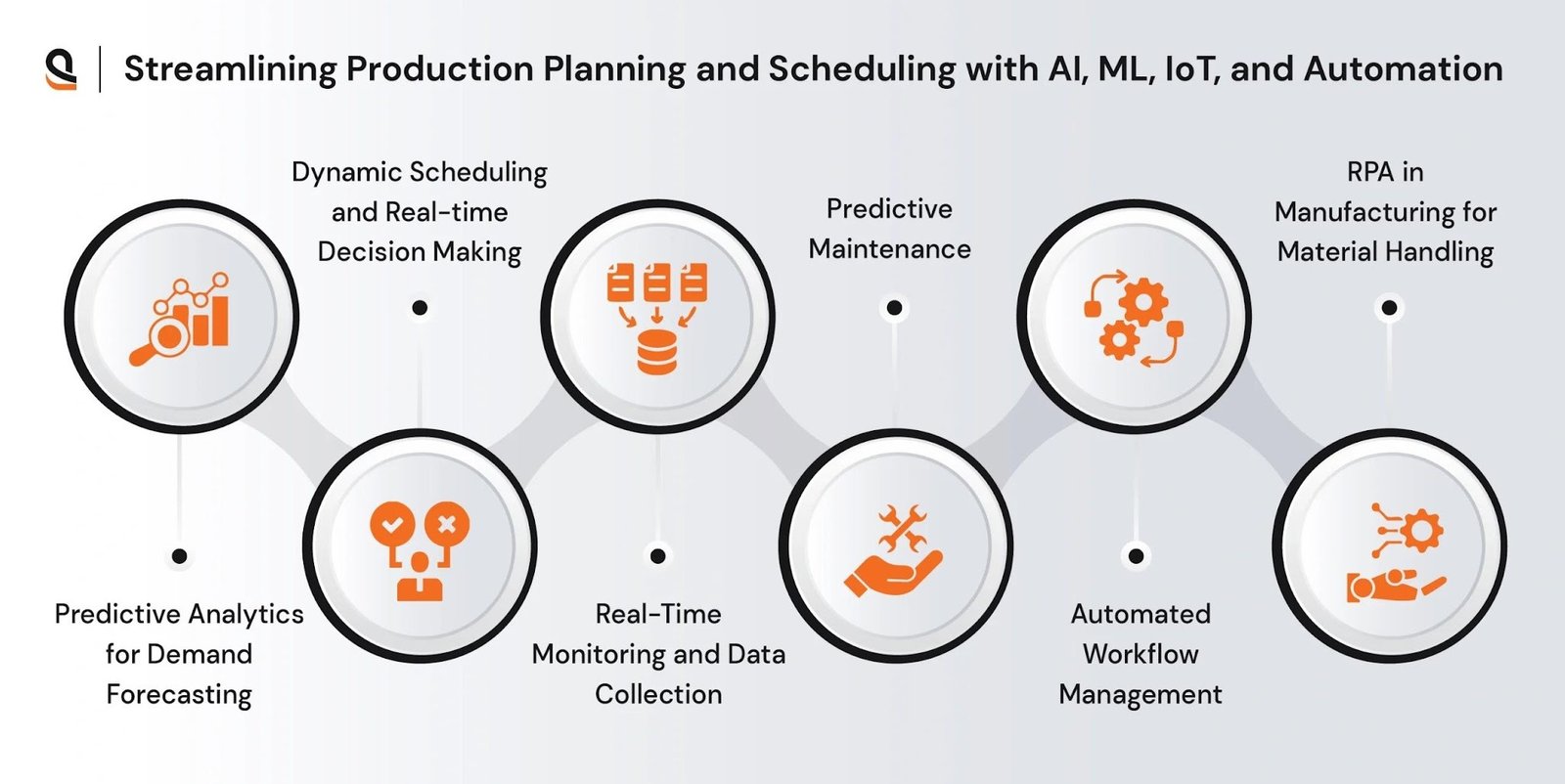
This article highlights seven high-impact AI use cases that are shaping manufacturing in 2026 specifically at the shop-floor level.
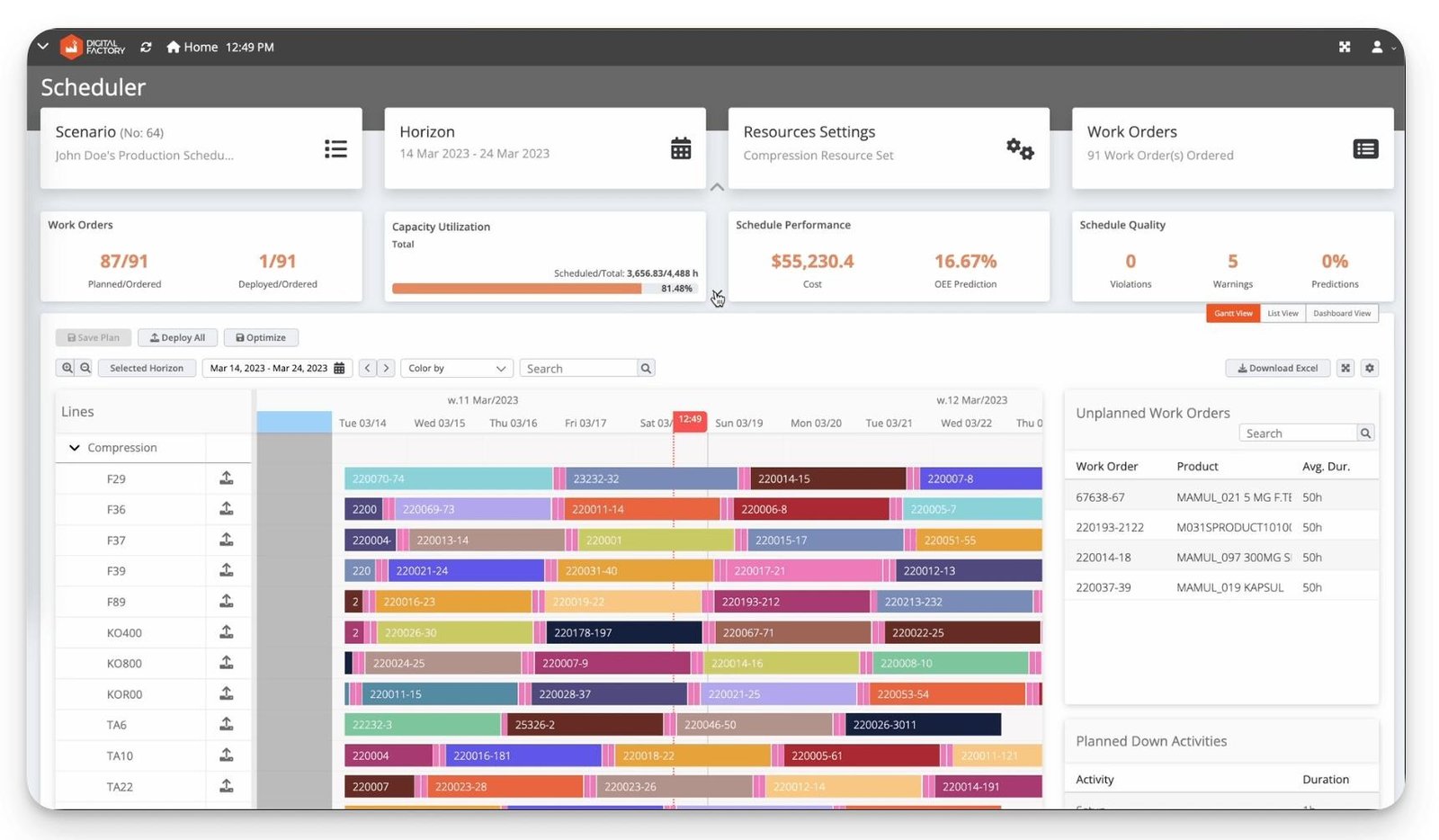
1. Production Scheduling Optimization

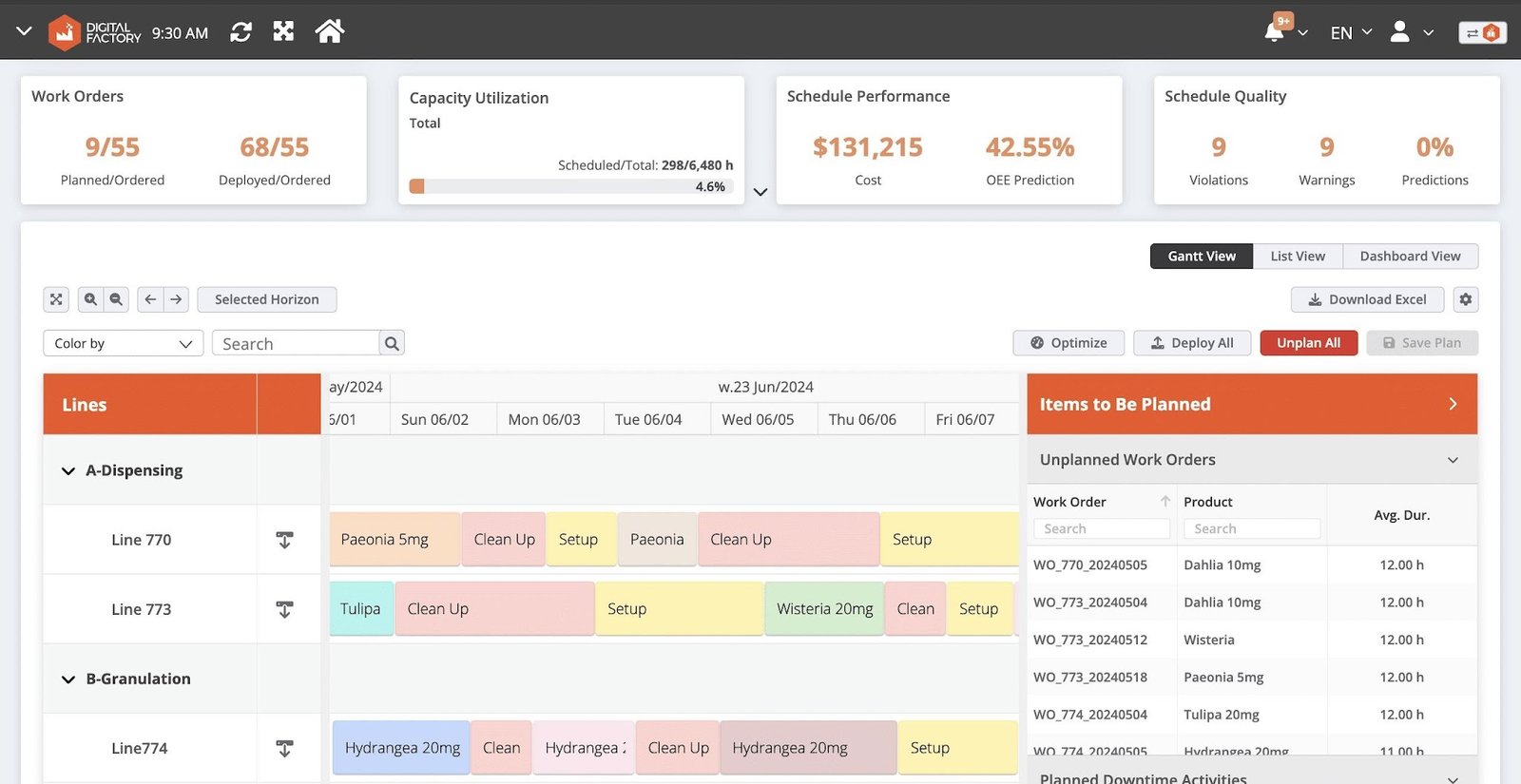


Production scheduling is one of the most complex problems in manufacturing due to multiple variables, constraints, and conflicting objectives.
AI enables manufacturers to optimize scheduling based on goals such as:
- Cost minimization
- On-Time-In-Full (OTIF) delivery
- Throughput maximization
- Just-in-time production
Instead of relying on manual planning, AI models generate near-optimal schedules that improve efficiency and reduce delays.
2. Predictive Maintenance




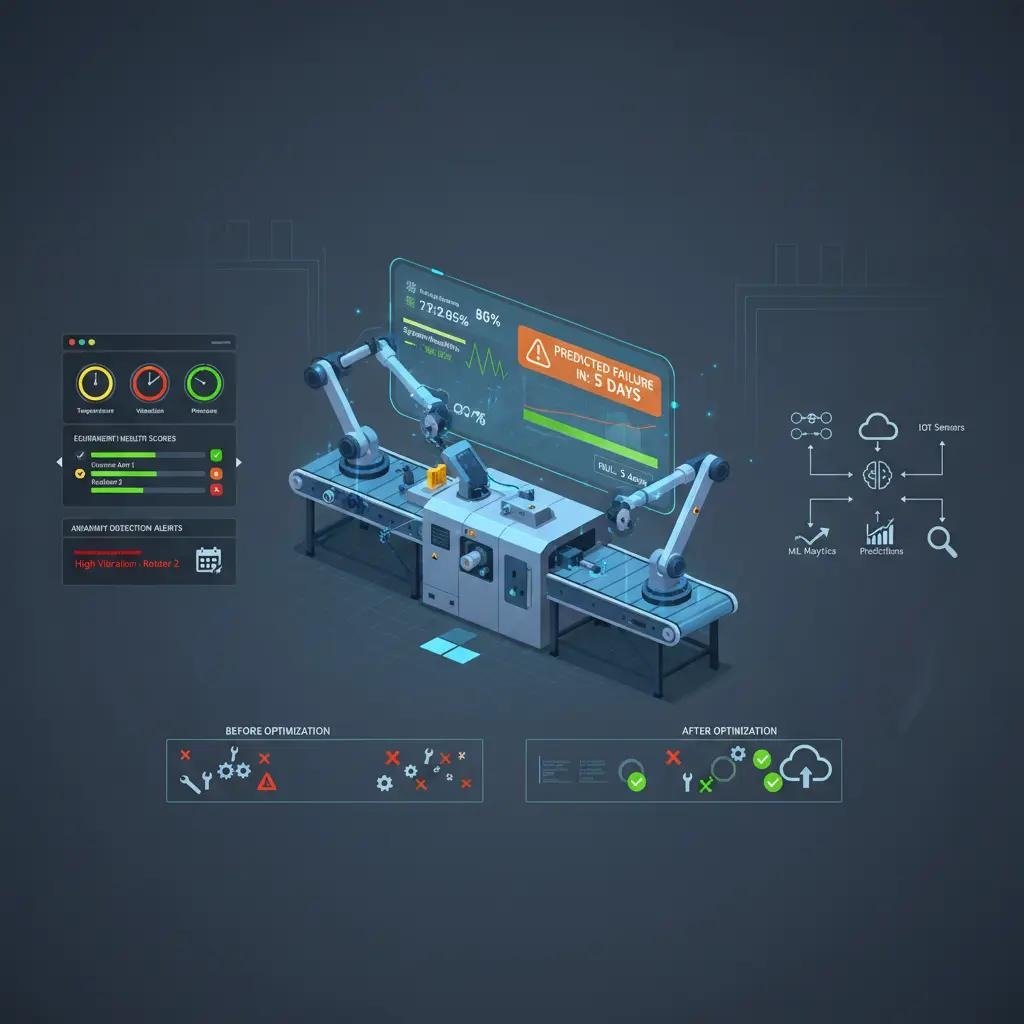
Predictive maintenance remains one of the most mature and high-ROI AI applications.
AI models analyze machine data to:
- Predict failures before they occur
- Optimize maintenance schedules
- Reduce unnecessary servicing
Real-world implementations have shown:
- Significant reduction in unplanned downtime
- Improved maintenance efficiency
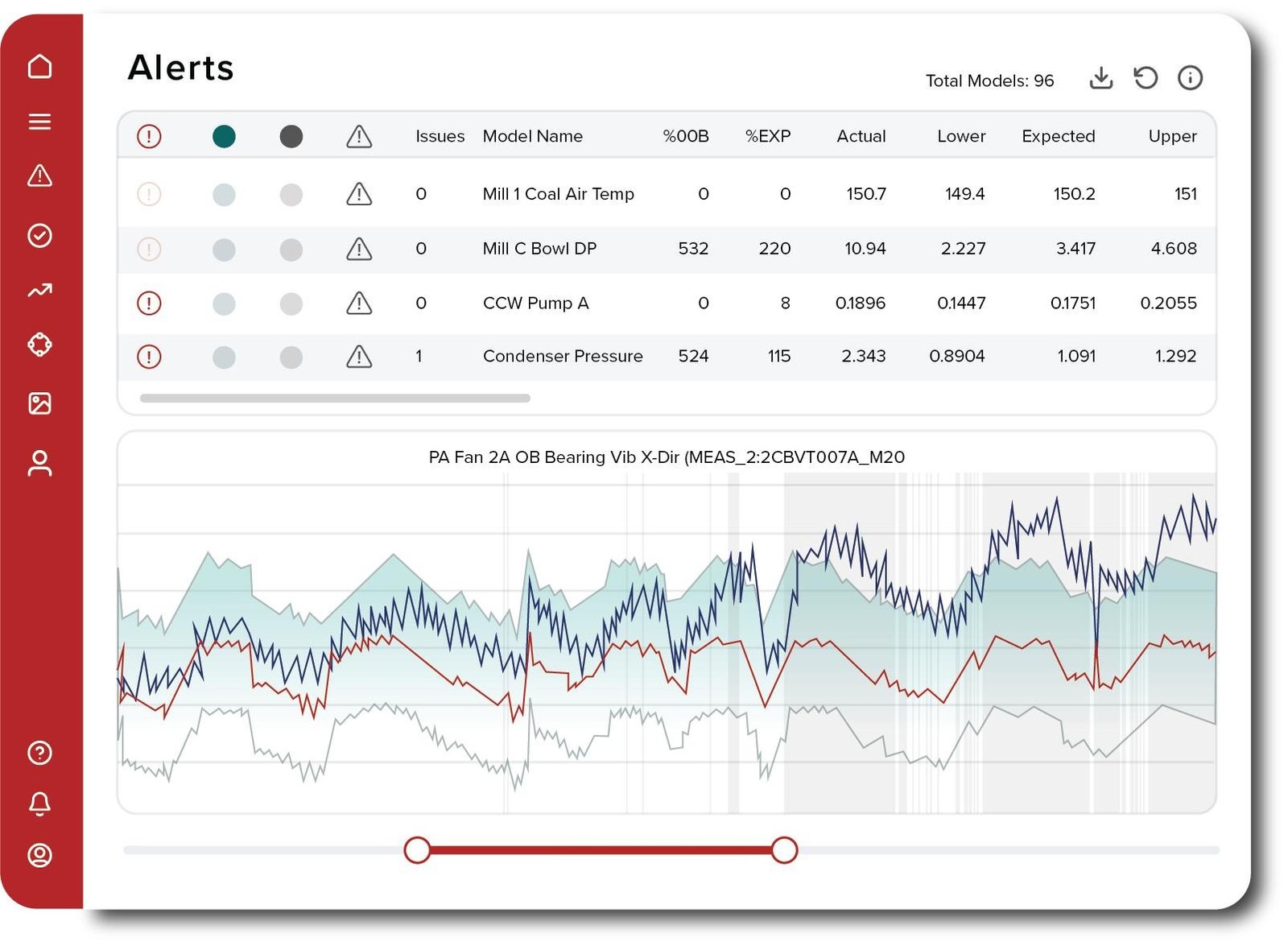
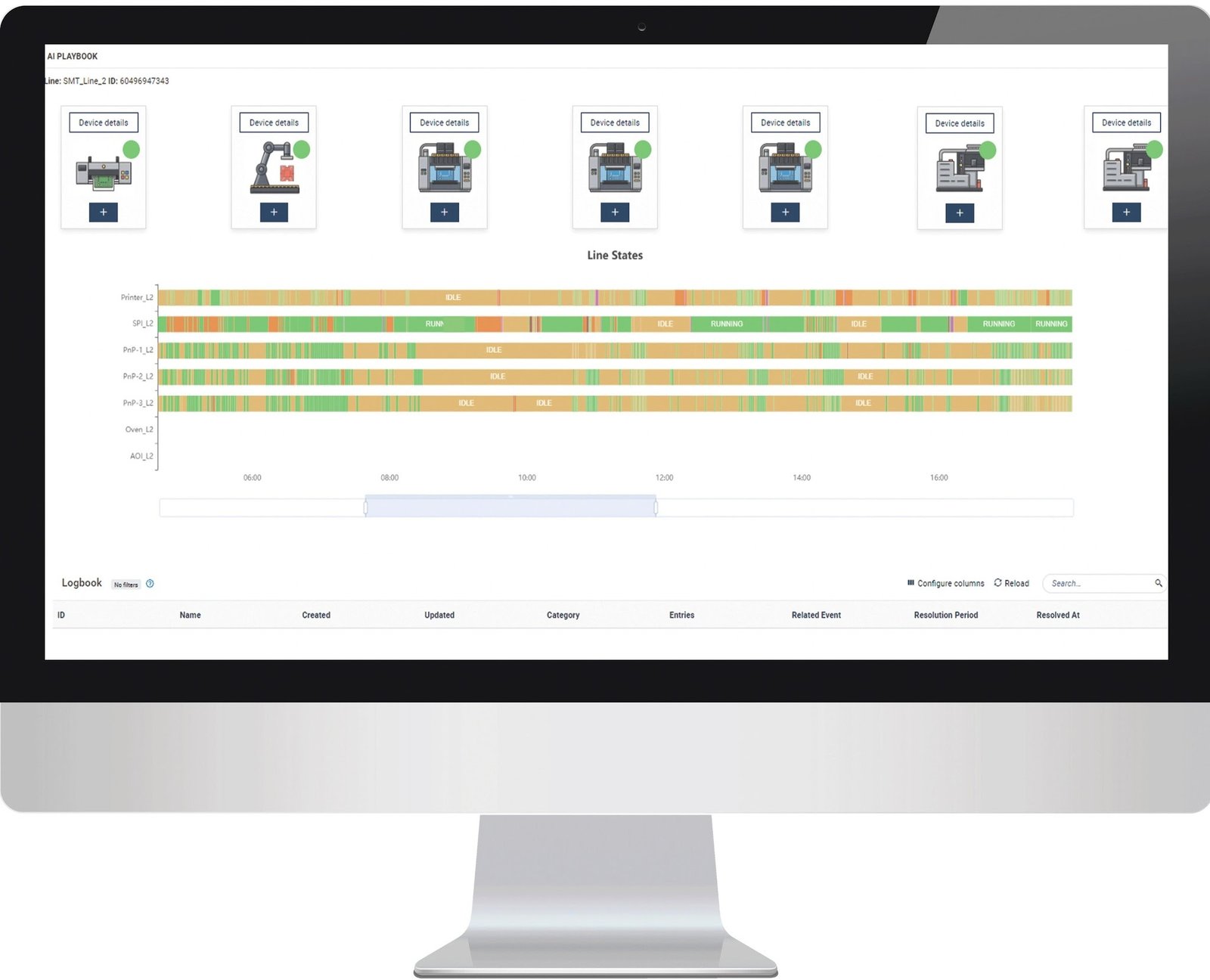
3. Anomaly Detection for Productivity and Quality





AI can establish a baseline of normal operations and detect deviations in real time.
This applies to:
- Production processes
- Machine behavior
- Quality parameters
For example:
- Detecting abnormal machine signals
- Identifying production line stoppages
- Monitoring quality deviations
This leads to faster issue resolution and improved operational control.
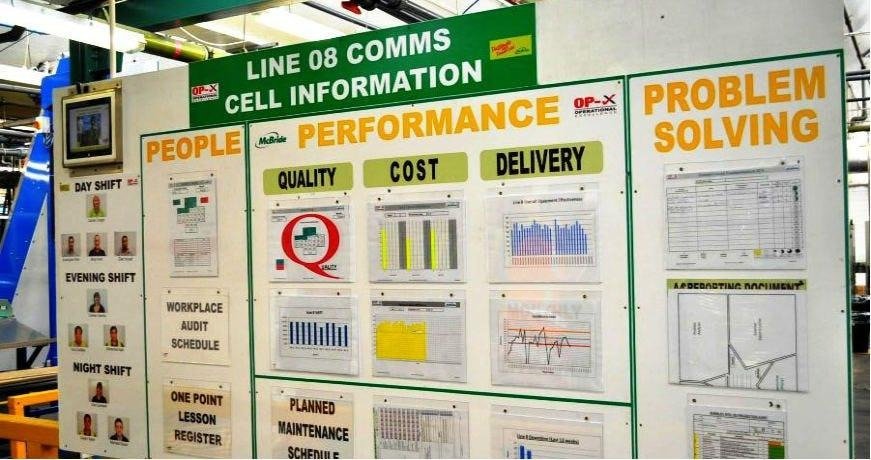
4. AI-Driven Production Insights






AI enables contextual and role-based insights for shop-floor teams.
Instead of generic dashboards, AI provides:
- Actionable alerts
- Personalized performance insights
- KPI-based recommendations
For example:
- Maintenance teams receive alerts on declining machine health
- Quality teams track rising defect rates
- Supervisors monitor production variances
This improves decision-making speed and operational alignment.
5. Intelligent Task Assignment on the Shop Floor



Manufacturing environments are dynamic, with frequent issues requiring immediate action.
AI enhances task management by:
- Learning from historical incidents
- Recommending actions based on past outcomes
- Automatically assigning tasks to the right teams
This reduces response time and improves operational consistency.
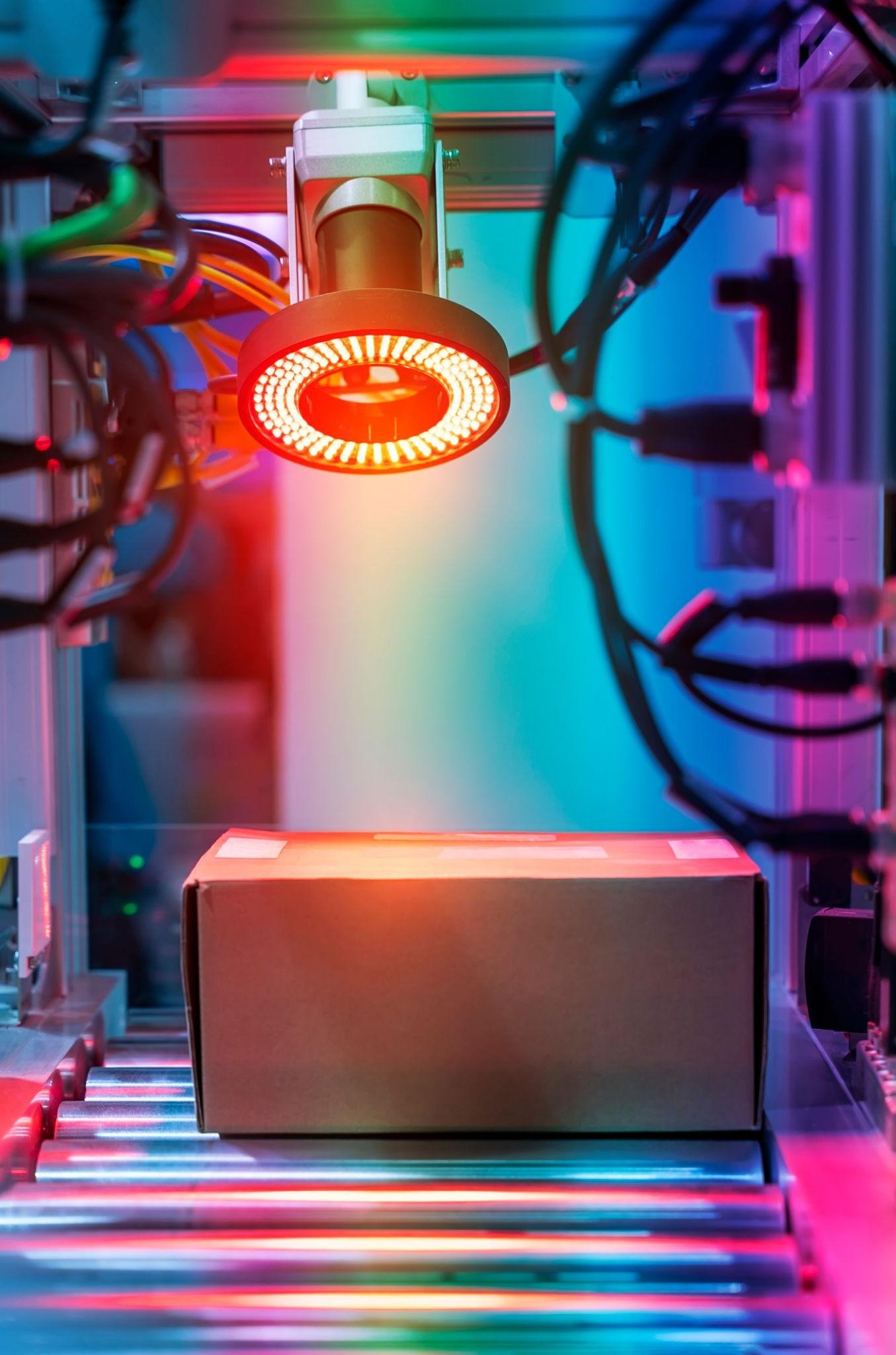
6. Computer Vision for Quality Inspection
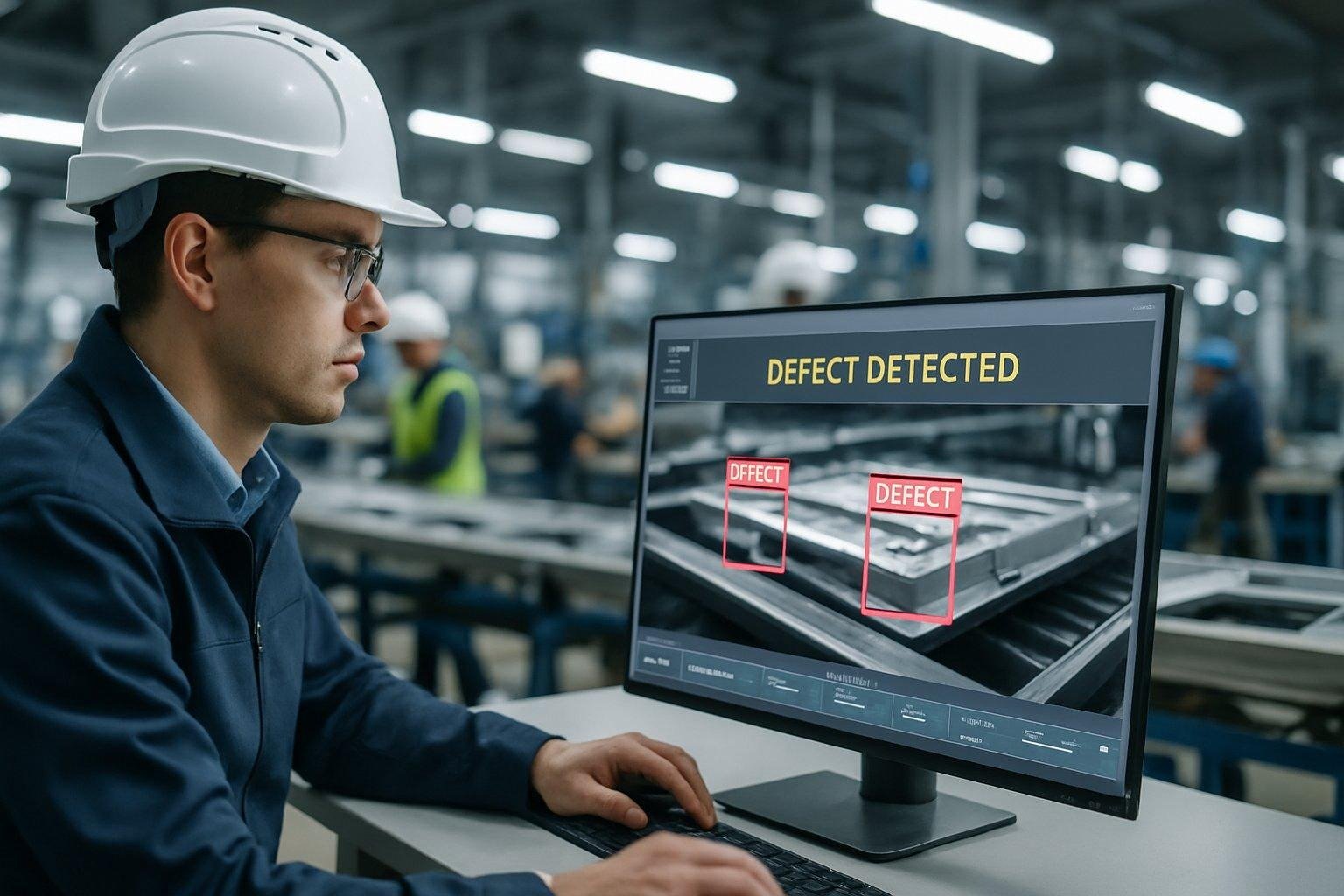

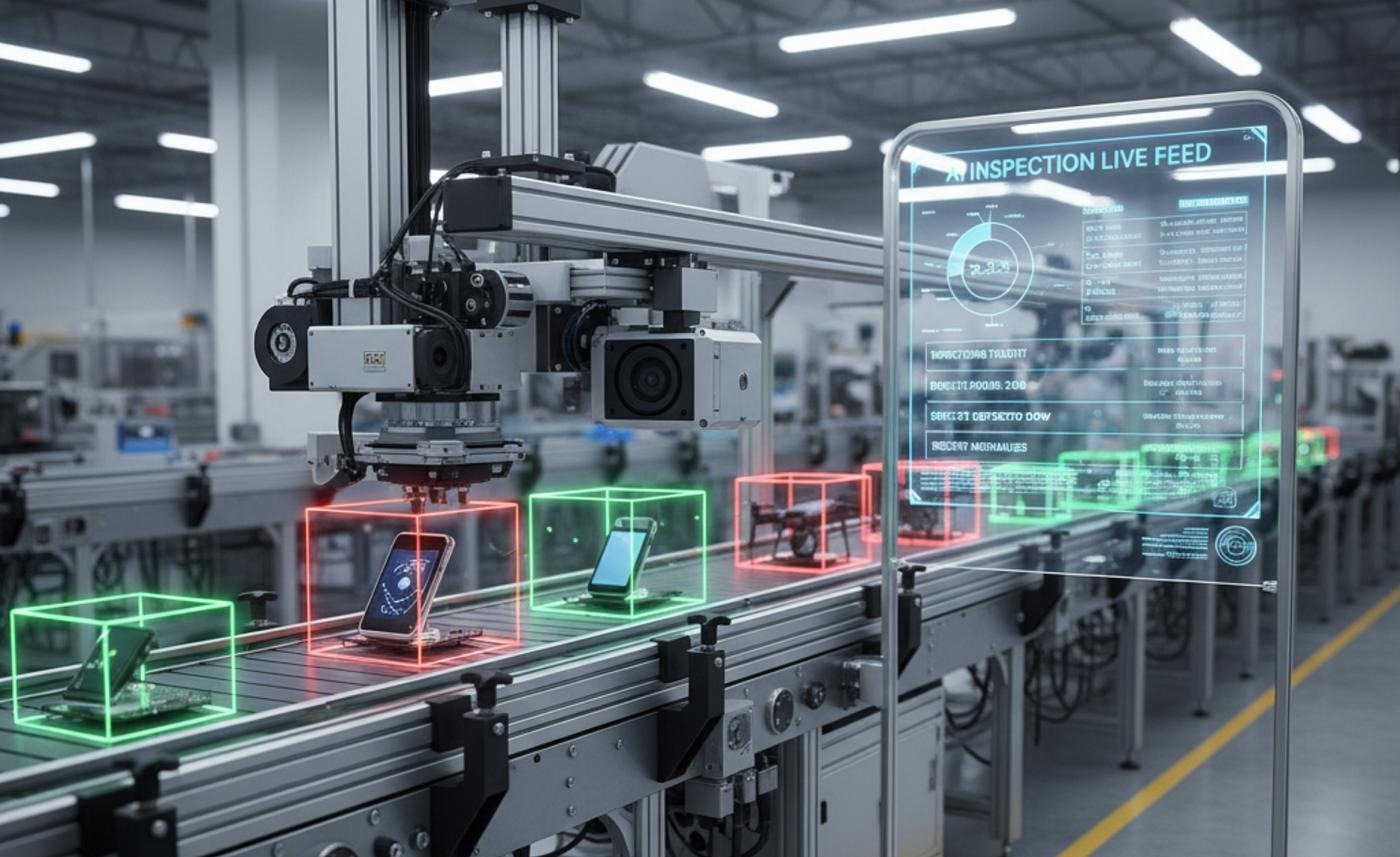

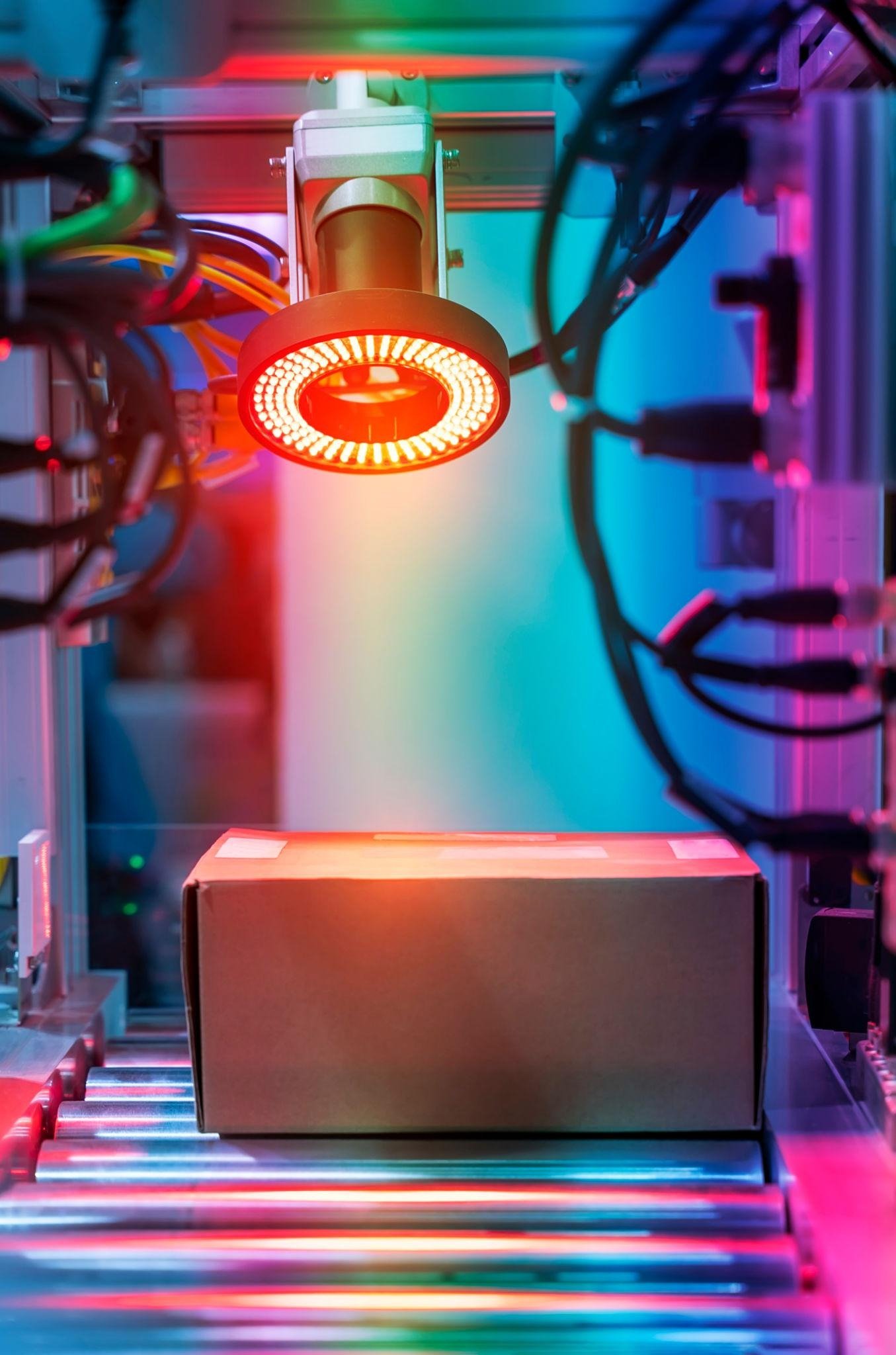
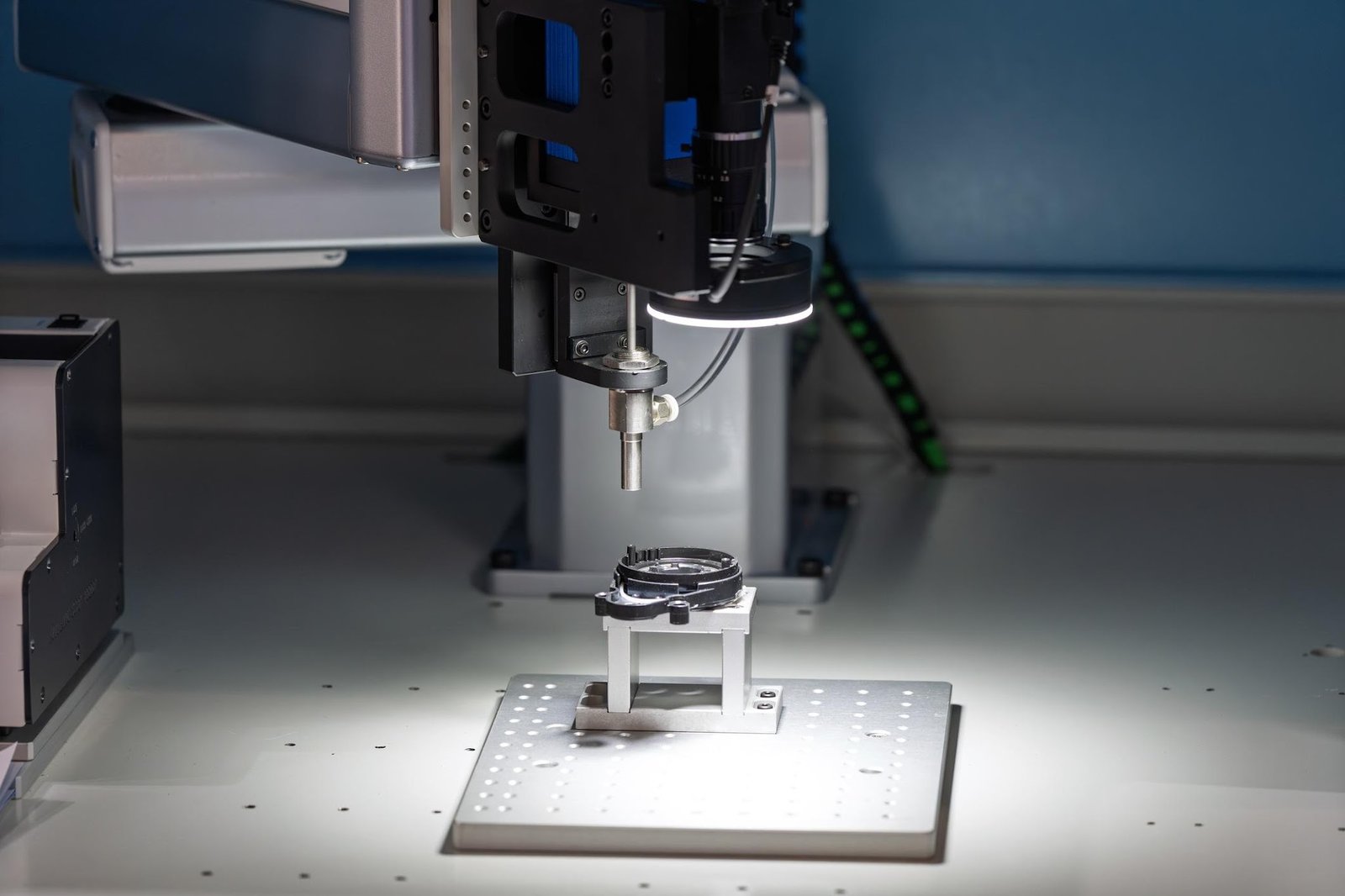


Computer vision is transforming quality control by enabling automated inspection.
AI systems:
- Analyze images from production lines
- Detect defects in real time
- Standardize quality checks
Benefits include:
- Reduced human error
- Faster inspection cycles
- Improved first-pass yield
7. Digital Twins for Simulation and Optimization

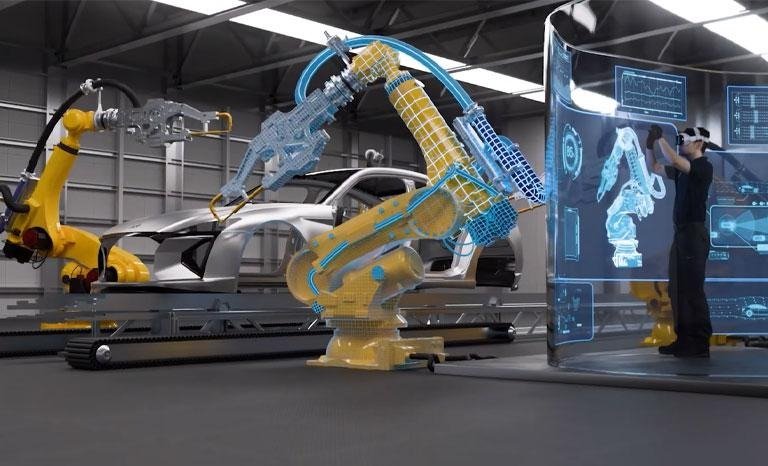


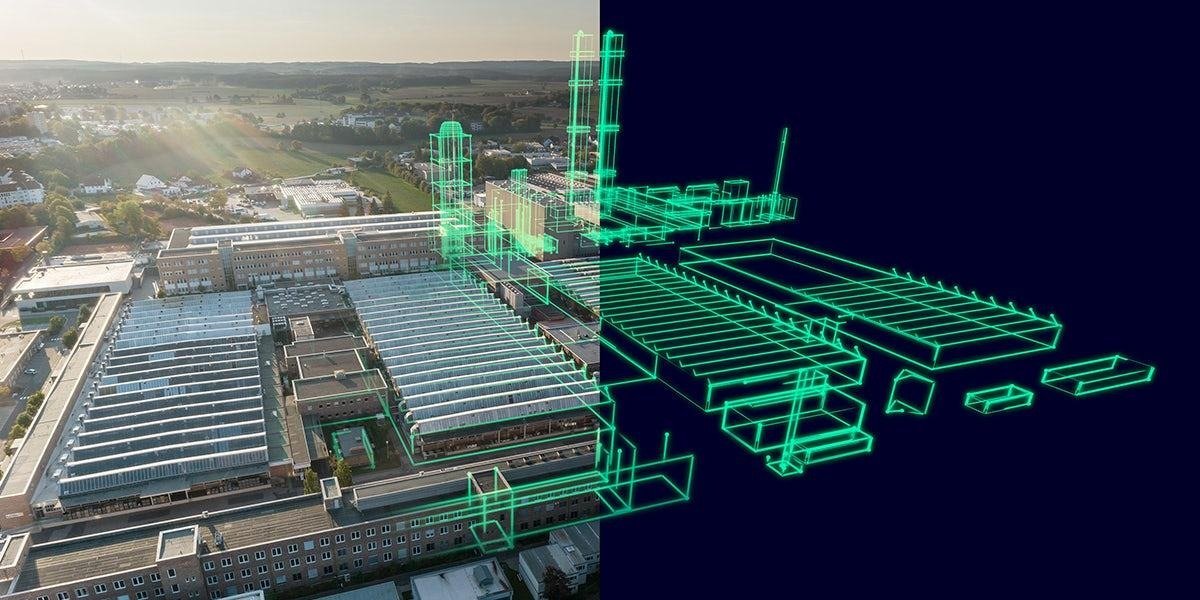
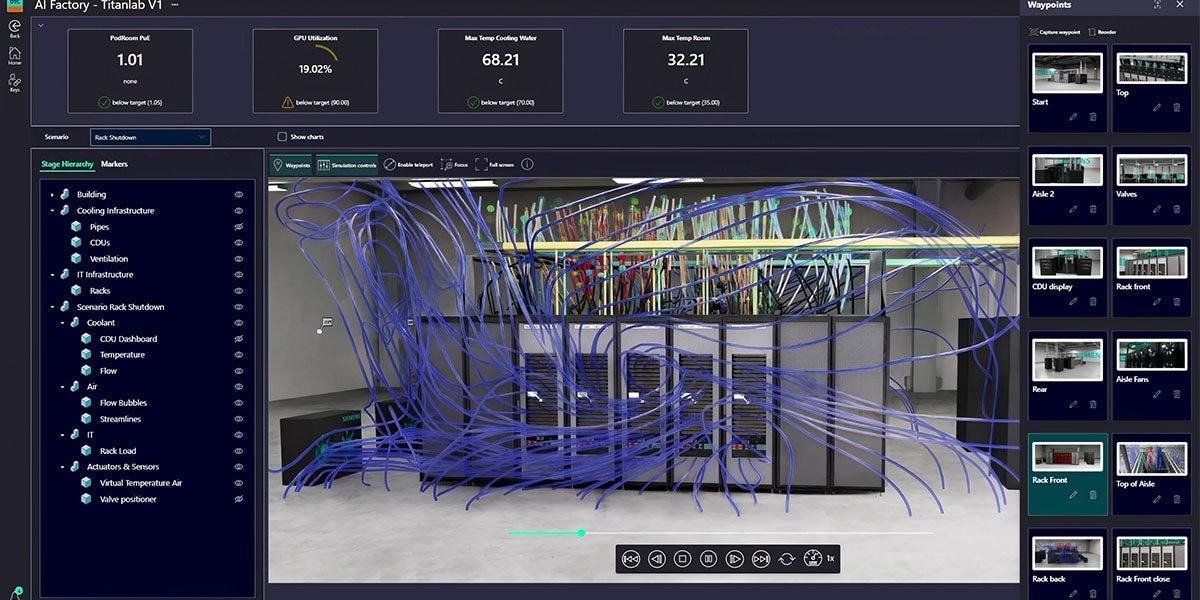


Digital twins create virtual replicas of manufacturing systems.
These models allow manufacturers to:
- Simulate production scenarios
- Test process improvements
- Train workforce in a risk-free environment
AI-powered digital twins also enable continuous learning and optimization by testing multiple scenarios before real-world implementation.
Real-World Impact
Leading manufacturers have already demonstrated the value of these use cases:
- Reduction in changeover times through AI scheduling
- Significant reduction in downtime using predictive maintenance
- Improved cycle times through digital twin simulations
- Higher overall equipment effectiveness (OEE) through anomaly detection
These are not experimental concepts – they are delivering measurable business outcomes.
The manAIhub Approach
At manAIhub, these use cases are not viewed in isolation. They are part of a structured ecosystem built around:
- Six key manufacturing tracks (maintenance, quality, production, supply chain, energy, workforce)
- Five stakeholder groups (leaders, engineers, AI experts, solution providers, academia)
The goal is to:
- Identify high-impact use cases
- Enable collaboration across stakeholders
- Accelerate real-world AI implementation
Final Thought
AI in manufacturing is moving from experimentation to execution.
The organizations that succeed will not be those that explore AI broadly – but those that focus on practical, high-impact use cases and scale them effectively.